Izolátory vstřikovací stroje představují zásadní pokrok ve výrobě elektrických součástek, zejména pro výrobu vysoce kvalitních izolačních materiálů používaných při přenosu energie, rozvodech a různých elektrických aplikacích. Tyto specializované stroje kombinují přesné strojírenství s pokročilou technologií zpracování polymerů a vytvářejí izolační komponenty, které splňují přísné normy elektrické bezpečnosti a požadavky na výkon. Evoluce těchto strojů změnila způsob, jakým výrobci přistupují k výrobě izolátorů, a umožnila vyšší výstupní objemy, zlepšenou konzistenci a vylepšené vlastnosti materiálů, které jsou nezbytné pro moderní elektrickou infrastrukturu.
Celosvětová poptávka po spolehlivých elektrických izolátorech neustále roste s rozšiřováním energetických sítí a rozšiřováním systémů obnovitelné energie. Technologie vstřikování se ukázala jako preferovaná výrobní metoda díky své schopnosti vyrábět složité geometrie s vynikající rozměrovou přesností při zachování kritických dielektrických vlastností požadovaných pro elektrickou izolaci. Pochopení schopností, kritérií výběru a provozních aspektů těchto strojů je zásadní pro výrobce, kteří se snaží optimalizovat své výrobní procesy a dodávat na trh špičkové izolátory.
Pochopení základní technologie vstřikování izolátorů
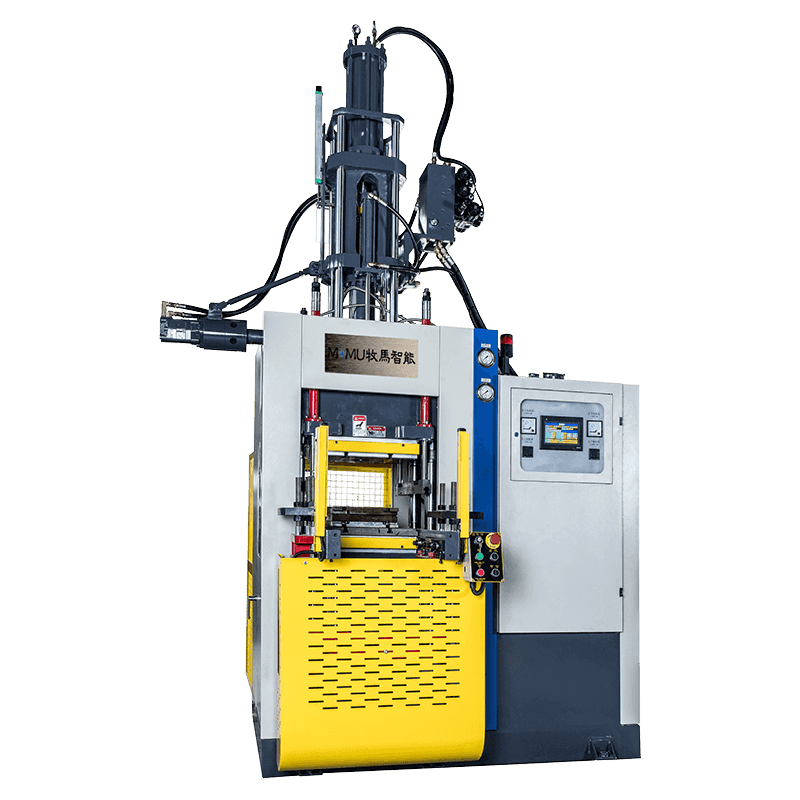
Vstřikovací stroje izolátorů pracují na základních principech přizpůsobených speciálně pro zpracování termoplastických a termosetových materiálů s vynikajícími izolačními vlastnostmi. Proces začíná surovými polymerními materiály, typicky epoxidovými pryskyřicemi, silikonovým kaučukem, polyetylenem nebo jinými speciálními sloučeninami, které jsou přiváděny do vyhřívaného sudu, kde jsou roztaveny a homogenizovány. Roztavený materiál je pak pod vysokým tlakem vstřikován do precizně konstruovaných forem, které definují konečný tvar a rozměry součásti izolátoru.
To, co odlišuje vstřikovací stroje izolátorů od standardních vstřikovacích zařízení, je jejich specializovaná konfigurace pro manipulaci s materiály se specifickými elektrickými a tepelnými vlastnostmi. Tyto stroje obsahují přesné systémy řízení teploty, které udržují optimální podmínky zpracování pro izolační polymery, které mají často úzká zpracovatelská okna. Vstřikovací jednotky jsou navrženy tak, aby zpracovávaly materiály s různou viskozitou a mohou zahrnovat funkce jako vakuové odplyňování k odstranění vzduchových kapes, které by mohly ohrozit dielektrickou pevnost.
Upínací systém v těchto strojích musí poskytovat dostatečnou sílu, aby udržoval formy zavřené během vstřikování a zároveň se přizpůsobil charakteristikám tepelné roztažnosti izolačních materiálů. Moderní stroje jsou obvykle vybaveny servohydraulickými nebo plně elektrickými pohonnými systémy, které nabízejí přesné řízení rychlosti vstřikování, tlaku a doby zdržení – parametry, které přímo ovlivňují elektrické vlastnosti finálního produktu, mechanickou pevnost a povrchovou úpravu.
Klíčové materiály zpracované v izolátorech vstřikováním
Výběr vhodných izolačních materiálů je základem úspěšné výroby izolátorů. Různé aplikace vyžadují materiály se specifickými elektrickými, mechanickými vlastnostmi a odolností vůči vlivům prostředí. Pochopení těchto materiálů pomáhá výrobcům vybrat správnou konfiguraci stroje a parametry zpracování.
| Typ materiálu | Primární aplikace | Vlastnosti klíče |
| Epoxidové pryskyřice | Vysokonapěťové izolátory, průchodky | Vynikající dielektrická pevnost, tepelná stabilita |
| Silikonová guma | Venkovní izolátory, kabelové příslušenství | Odolnost vůči povětrnostním vlivům, hydrofobnost, pružnost |
| Polyetylen (PE) | Izolace kabelů, nízkonapěťové komponenty | Nízká dielektrická ztráta, odolnost proti vlhkosti |
| Směsi BMC/DMC | Části jističů, spínací přístroje | Odolnost proti oblouku, rozměrová stálost |
Každá kategorie materiálů vyžaduje specifické konfigurace stroje a parametry zpracování. Termosetové materiály, jako jsou epoxidové pryskyřice a směsi BMC, vyžadují stroje se specializovanými konstrukcemi šroubů a topnými profily, aby zahájily a řídily proces vytvrzování ve formě. Tyto materiály nelze po vytvrzení přetavit, takže kontrola procesu je kritická pro minimalizaci odpadu a zajištění konzistentní kvality. Naopak termoplastické materiály, jako je polyethylen, nabízejí flexibilitu opětovného zpracování, ale vyžadují přesné řízení chlazení, aby bylo dosaženo optimální krystalinity a elektrických vlastností.
Kritické specifikace stroje a kritéria výběru
Výběr vhodného vstřikovacího stroje na izolátory vyžaduje pečlivé zvážení mnoha technických specifikací, které jsou v souladu s požadavky výroby a charakteristikami produktu. Upínací síla představuje jednu z nejzákladnějších specifikací, typicky v rozmezí od 50 do 2000 tun pro výrobu izolátorů. Tento parametr musí být dostatečný, aby působil proti vstřikovacímu tlaku a zabránil separaci formy, která by způsobila tvorbu výronů a rozměrové nepřesnosti. Požadovaná upínací síla závisí na projektované ploše součásti a vstřikovacím tlaku potřebném k vyplnění složitých geometrií.
Vstřikovací kapacita a velikost vstřiku určují maximální množství materiálu, které lze vstřikovat v jednom cyklu. Pro výrobu izolátorů musí tato specifikace zohledňovat nejen objem dílu, ale také žlabový systém a jakýkoli potenciální odpad. Stroje jsou obvykle vybírány s využitím kapacity výstřelu 40-70 %, aby se zajistila konzistentní plastifikace a zabránilo se degradaci materiálu v důsledku nadměrné doby setrvání v hlavni.
Při hodnocení specifikací stroje jsou zásadní následující faktory:
- Konstrukce šroubů a poměr L/D vhodný pro konkrétní izolační materiál, se specializovanými šrouby pro termosetové směsi se sníženým kompresním poměrem a zpětnými ventily vhodnými pro reaktivní materiály
- Zóny regulace teploty s dostatečnou kapacitou ohřevu a chlazení pro udržení přesných tepelných profilů, zvláště důležité pro materiály s úzkými zpracovatelskými okny
- Možnosti řízení rychlosti vstřikování a tlaku, které umožňují vícestupňové profily vstřikování optimalizovat průtoky a minimalizovat vnitřní pnutí
- Systémy řízení teploty forem, které dokážou udržovat konzistentní teploty na velkých plochách forem, často vyžadují externí jednotky pro řízení teploty s možností vytápění a chlazení
- Sofistikovaný řídicí systém s logováním dat, monitorováním procesů a integrací kontroly kvality pro zajištění sledovatelnosti a konzistentní výroby
Optimalizace výrobních procesů pro kvalitní izolátory
Dosažení stálé kvality při výrobě izolátorů vyžaduje pečlivou optimalizaci parametrů procesu vstřikování. Vztah mezi podmínkami zpracování a vlastnostmi konečného produktu je složitý, s více proměnnými, které ovlivňují elektrický výkon, mechanickou pevnost a rozměrovou přesnost. Řízení teploty je pravděpodobně nejkritičtějším faktorem, který ovlivňuje charakteristiky toku materiálu, rychlost vytvrzování u termosetových materiálů a chování při krystalizaci termoplastů.
Teplotní profily sudů musí být pečlivě stanoveny na základě konkrétního zpracovávaného materiálu. U izolátorů na bázi epoxidu se teploty typicky udržují mezi 80-120 °C, aby se pryskyřice udržela v tekutém stavu bez předčasného vytvrzení. Teploty formy pro termosetové materiály jsou výrazně vyšší, často 150-180 °C, aby se usnadnilo úplné vytvrzení v přijatelných dobách cyklu. Tyto zvýšené teploty formy vyžadují specializované topné systémy a izolaci pro udržení tepelné stability a bezpečnosti obsluhy.

Optimalizace rychlosti vstřikování a tlaku
Fáze vstřikování kriticky ovlivňuje vnitřní strukturu finálního produktu a kvalitu povrchu. Vysoké rychlosti vstřikování mohou způsobit tryskání, stopy po toku a nadměrné smykové zahřívání, které může degradovat polymer nebo vytvářet slabá rozhraní. Naopak příliš pomalé vstřikování může vést k neúplnému plnění, zejména u složitých geometrií s tenkými sekcemi nebo dlouhými cestami toku. Vícestupňové vstřikovací profily umožňují výrobcům vyvážit tyto konkurenční požadavky tím, že používají vyšší rychlosti pro hromadné plnění, po nichž následují nižší rychlosti, když se forma blíží dokončení.
Přídržný tlak a doba zajišťují dostatečné utěsnění dutiny formy, když se materiál ochlazuje a smršťuje. U izolátorů je nezbytné správné balení, aby se minimalizovaly dutiny a zachovaly se rozměrové tolerance. Přídržný tlak se typicky pohybuje od 40 do 70 % maximálního vstřikovacího tlaku a je udržován, dokud vtok neztuhne, čímž se zabrání zpětnému toku a zároveň se kompenzuje objemové smrštění.
Úvahy o návrhu formy pro elektrické izolátory
Forma představuje kritickou součást vstřikovacího systému izolátorů, která přímo ovlivňuje kvalitu produktu, efektivitu výroby a výrobní náklady. Formy izolátorů musí být navrženy s pečlivou pozorností k elektrickým požadavkům a musí obsahovat prvky, které podporují rovnoměrné rozložení materiálu, minimalizují koncentraci napětí a usnadňují úplné vyplnění složitých geometrií, jako jsou prošlupy, žebra a rozhraní montážního hardwaru.
Konstrukce a umístění brány významně ovlivňují vlastnosti konečného produktu. U izolátorů jsou vtoky obvykle umístěny tak, aby zajistily vyvážené plnění a minimalizovaly svarové linie ve vysoce namáhaných oblastech. Pro velké izolátory lze použít vícenásobné hradlové systémy pro snížení vstřikovacích tlaků a zlepšení distribuce materiálu. Typ brány – zda hrana, ponorka nebo horký vtok – musí být vybrán na základě materiálových charakteristik, geometrie součásti a estetických požadavků.
Odvzdušnění je zvláště důležité pro formy izolátorů kvůli dielektrickým požadavkům na konečný produkt. Zachycený vzduch může vytvářet dutiny, které koncentrují elektrické napětí a vedou k předčasnému selhání. Na koncových bodech toku a kolem kolíků jádra musí být zabudovány adekvátní odvětrávací kanály, obvykle hluboké 0,02-0,05 mm, přičemž musí být dostatečně mělké, aby se zabránilo vzplanutí materiálu.
Standardy kontroly kvality a testování
Zajištění kvality při výrobě izolátorů přesahuje ověřování rozměrů a zahrnuje elektrické testování a ověřování vlastností materiálů. Moderní vstřikovací operace izolátorů zahrnují in-line monitorovací systémy, které sledují kritické parametry procesu v reálném čase, poskytují okamžitou zpětnou vazbu o stabilitě procesu a umožňují rychlý zásah v případě odchylek.
Protokoly elektrických testů pro lisované izolátory obvykle zahrnují testování dielektrické pevnosti, které ověřuje schopnost materiálu odolávat specifikovaným úrovním napětí bez poruchy. Toto testování se provádí na vzorových dílech z každé výrobní šarže pomocí kalibrovaného vysokonapěťového testovacího zařízení. Dodatečné elektrické testy mohou zahrnovat měření povrchového a objemového odporu, vyhodnocení sledovacího odporu a testování částečného výboje pro vysokonapěťové aplikace.
Testování mechanických vlastností zajišťuje, že izolátory vydrží montážní namáhání a provozní zatížení. Běžné testy zahrnují pevnost v tahu, pevnost v ohybu a měření odolnosti proti nárazu. Environmentální testování simuluje účinky stárnutí prostřednictvím zrychleného povětrnostního vlivu, tepelných cyklů a vystavení chemikáliím nebo UV záření, čímž se ověřuje dlouhodobá spolehlivost výkonu izolantu.
Nejlepší postupy údržby a provozu
Udržování vstřikovacích lisů izolátorů v optimálním stavu vyžaduje systematické programy preventivní údržby, které se týkají jak mechanických, tak tepelných systémů. Pravidelná kontrola a servis zabraňují neočekávaným prostojům a zajišťují stálou kvalitu produktu. Hydraulické systémy vyžadují pravidelné výměny oleje, výměny filtrů a tlakové zkoušky, aby se zachovala citlivá kontrola a zabránilo se kontaminaci. Servoelektrické stroje potřebují pravidelnou kontrolu kuličkových šroubů, lineárních vedení a elektrických součástí, aby byla zajištěna přesnost a spolehlivost.
Sestava válce a šroubu vyžaduje zvláštní pozornost kvůli jejich vystavení vysokým teplotám a abrazivním plnidlům běžným v izolačních směsích. Pravidelná kontrola vzorů opotřebení, správné postupy čištění mezi výměnami materiálu a včasná výměna opotřebovaných součástí zabraňují problémům s kvalitou a kontaminaci materiálu. Teplotní senzory a topné články by měly být pravidelně kalibrovány, aby bylo zajištěno přesné řízení teploty.
Školení operátorů představuje často podceňovaný aspekt úspěšné výroby izolátorů. Dobře vyškolený personál dokáže rozpoznat včasné varovné příznaky odchylky procesu, vhodně reagovat na problémy s kvalitou a optimalizovat nastavení stroje pro nové produkty nebo materiály. Komplexní školicí programy by měly zahrnovat provoz stroje, bezpečnostní protokoly, manipulaci s materiálem, postupy kontroly kvality a základní techniky odstraňování problémů. Dokumentace procesních parametrů, činností údržby a metrik kvality umožňuje neustálé zlepšování a poskytuje cenná data pro optimalizaci procesů a řešení problémů.