Liquid Silicone Rubber (LSR) vstřikování je jedním z nejpřesnějších a nejuniverzálnějších výrobních procesů dostupných pro výrobu flexibilních, tepelně odolných a biokompatibilních silikonových komponentů. V centru tohoto procesu je vstřikovací lis LSR – vysoce specializované zařízení, které se zásadně liší od standardních vstřikovacích lisů termoplastů. Ať už hodnotíte zpracování LSR pro zdravotnická zařízení, automobilová těsnění, kojenecké výrobky nebo spotřební elektroniku, pochopení toho, jak tyto stroje fungují a čím jsou jedinečné, je zásadní pro přijímání informovaných výrobních rozhodnutí.
Čím se vstřikování LSR liší od standardního vstřikování
Standardní vstřikování termoplastů taví pevné plastové pelety, vstřikuje roztavený materiál do chlazené formy a vyhazuje ztuhlý díl. Vstřikování LSR funguje v přesně opačném tepelném směru. Tekutý silikonový kaučuk je za studena zpracovatelný, dvousložkový termosetový materiál, který je skladován při pokojové teplotě a čerpán do vyhřívané formy, kde zesíťuje – neboli vulkanizuje – do své konečné pevné formy.
Toto obrácení tepelného procesu má hluboké důsledky pro konstrukci stroje. Systém dodávky materiálu musí být udržován v chladu, aby se zabránilo předčasnému vytvrzení, zatímco forma musí být zahřátá – obvykle mezi 150 °C a 220 °C – pro spuštění a dokončení vulkanizační reakce během řízené doby cyklu. Každá součást vstřikovacího stroje LSR je navržena podle této logiky procesu podávání za studena a vytvrzování za tepla.
LSR je navíc dvousložkový systém: složka A obsahuje základní silikonový polymer a platinový katalyzátor, zatímco složka B obsahuje síťovadlo a pigmenty nebo jiné přísady. Tyto dvě složky musí být odměřeny v přesném objemovém poměru 1:1, důkladně promíchány bez vnášení vzduchových bublin a vstříknuty do formy před zahájením výrazného vytvrzování.

Klíčové součásti vstřikovacího lisu LSR
Vstřikovací systém LSR se skládá z několika integrovaných subsystémů, z nichž každý vykonává kritickou funkci při dodávání konzistentních silikonových dílů bez defektů.
Bubnová čerpací a dávkovací jednotka
Jednotka bubnového čerpadla čerpá dva komponenty LSR z jejich původních zásobovacích bubnů pomocí unášecích desek, které tlačí dolů na povrch materiálu, aby se zabránilo vniknutí vzduchu. Každá součást je přiváděna přes samostatné, přesně kalibrované dávkovací čerpadlo – obvykle zubové nebo pístové čerpadlo – které řídí objemový průtok s vysokou přesností. Poměr mezi složkou A a složkou B je po celou dobu záběru udržován přesně 1:1. Jakákoli odchylka od tohoto poměru má za následek neúplné vytvrzení, lepivé části nebo snížené fyzikální vlastnosti hotové součásti.
Statický a dynamický systém míchání
Po odměření procházejí obě složky směšovacím systémem před vstupem do vstřikovacího válce. Statické mixéry – spirálové prvky uvnitř trubky – vytvářejí turbulentní skládání, které důkladně promíchá komponenty bez pohyblivých částí. Pro kritické barvy nebo formulace bohaté na aditiva lze pro intenzivnější míchání použít dynamické mixéry s rotujícími prvky. Míchací systém musí produkovat zcela homogenní směs bez zachycení vzduchu, protože jakékoli vzduchové vměstky se projeví jako dutiny nebo povrchové vady ve výlisku.
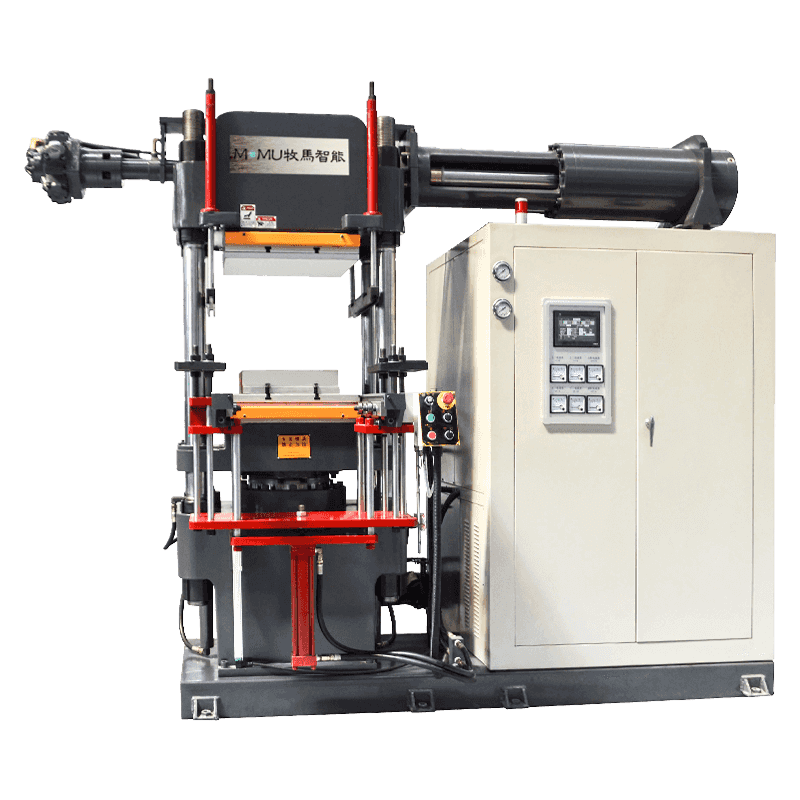
Studený vstřikovací válec a šroub
Na rozdíl od termoplastických strojů, kde je válec zahříván, je vstřikovací válec LSR chlazen – často vodou nebo chladivem – aby se materiál během dávkování a vstřikování udržoval pod jeho aktivační teplotou. Šnek ve stroji LSR je speciálně navržen pro manipulaci s tekutým materiálem s nízkou viskozitou. Typicky se vyznačuje nízkým kompresním poměrem a uzavíracím ventilem na špičce trysky, aby se zabránilo slinění nízkoviskózního silikonu mezi výstřely. Kontrola teploty hlavně je kritická; i mírné zvýšení teploty sudu může začít předčasně zesíťovat, což ucpe systém a způsobí nákladné prostoje.
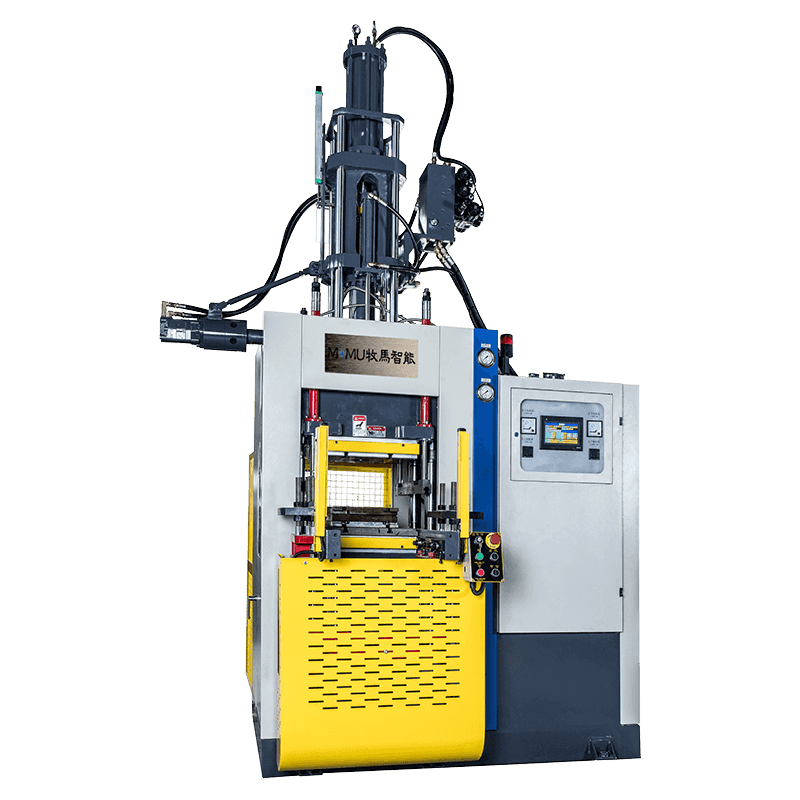
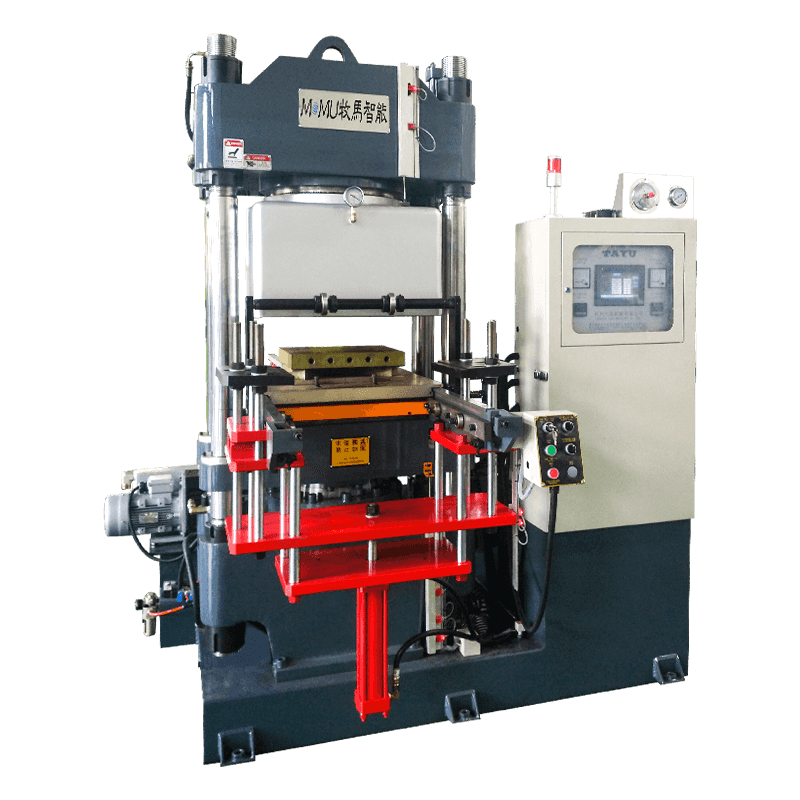
Vyhřívaná forma a upínací jednotka
Forma ve stroji LSR je elektricky ohřívána na vulkanizační teplotu a udržována s těsnou tepelnou rovnoměrností napříč všemi dutinami. Upínací jednotka – která drží formu uzavřenou proti vstřikovacímu tlaku – musí poskytovat dostatečnou sílu, aby se zabránilo vzplanutí, protože LSR má velmi nízkou viskozitu a pronikne i nepatrnými mezerami v dělicí linii. Upínací síly pro formy LSR se vypočítávají na základě projektované plochy součásti a vstřikovacího tlaku a obvykle se pohybují v rozmezí 50 až 500 tun v závislosti na počtu dutin a geometrii součásti.
Proces vstřikování LSR krok za krokem
Pochopení sledu operací v cyklu vstřikování LSR objasňuje, proč je každá součást stroje navržena tak, jak je.
- Dávkování materiálu: Bubnová čerpadla čerpají komponenty A a B ze svých zásobovacích bubnů a dávkovací jednotka je dodává v přesném objemovém poměru 1:1 do míchacího systému.
- Míchání: Tyto dvě složky se důkladně promíchají ve statickém nebo dynamickém mixéru, čímž vznikne homogenní směs bez bublinek připravená pro injektáž.
- Dávkování: Smíšený LSR se dávkuje do chlazeného vstřikovacího barelu a shromažďuje přesný objem výstřiku potřebný k vyplnění všech dutin a systému oběžného kola.
- Zavírání formy: Upínací jednotka uzavře a uzamkne formu při plné upínací síle před zahájením vstřikování.
- Injekce: Šnek se posune a tlačí LSR skrz systém studeného vtoku a do vyhřívaných dutin formy řízenou rychlostí a tlakem.
- Vulkanizace: Zahřátá forma spustí platinou katalyzovanou síťovací reakci. Díl se ve formě vytvrzuje po naprogramovanou dobu prodlevy – obvykle 15 až 90 sekund v závislosti na tloušťce stěny, jakosti materiálu a teplotě formy.
- Otevírání a vyjímání formy: Jakmile je vytvrzení dokončeno, forma se otevře a díly jsou vyhozeny – buď ručně, pomocí vyhazovacích kolíků, nebo pomocí robotického odformovacího systému. Protože díly LSR jsou flexibilní, lze je často demontovat ze složitých geometrií, což by u tuhých termoplastů nebylo možné.
Porovnání specifikací vstřikovacího stroje LSR
| Specifikace | Typický rozsah | Důležitost |
| Upínací síla | 50–500 tun | Zabraňuje vzplanutí na nízkoviskózním LSR |
| Teplota sudu | 5 °C – 25 °C (chlazený) | Zabraňuje předčasnému vytvrzení v sudu |
| Teplota formy | 150 °C – 220 °C | Řídí rychlost vytvrzování a vlastnosti součásti |
| Přesnost měřícího poměru | ±0,5 % nebo lepší | Zajišťuje úplné a konzistentní vytvrzení |
| Objem záběru | 0,1 cm³ – 3 000 cm³ | Určuje velikost dílu a počet dutin |
| Doba cyklu vytvrzení | 15 – 90 sekund | Ovlivňuje propustnost a výrobní náklady |
| Počet dutin | 1 – 128 | Škáluje výstup pro velkosériovou výrobu |
Odvětví a aplikace, které se spoléhají na vstřikovací lisy LSR
Jedinečná kombinace vlastností LSR – biokompatibilita, tepelná stabilita od -60 °C do více než 200 °C, elektrická izolace, chemická odolnost a optická čirost v určitých jakostech – z něj činí materiál volby v celé řadě náročných průmyslových odvětví.
Lékařská a zdravotnická zařízení
LSR je široce používán v lékařských aplikacích, protože může být sterilizován v autoklávu, gama zářením nebo etylenoxidem bez degradace. Vstřikovací lisy LSR vyrábějí součásti, jako jsou dýchací masky, zátky injekčních stříkaček, hroty katetrů, implantovatelné těsnění, hadičky peristaltické pumpy a produkty pro výživu kojenců. Přípravky LSR pro lékařské účely splňují normy biokompatibility ISO 10993 a díky uzavřenému procesu vstřikování bez kontaminace jsou vhodné pro výrobu v čistých prostorách.
Automobilové komponenty
V automobilovém sektoru se LSR používá pro manžety zapalovacích svíček, těsnění průchodek, těsnění konektorů, těsnění a pouzdra snímačů, které musí odolávat extrémním teplotním výkyvům a vystavení olejům a palivům. Díky vysoké tepelné stabilitě je LSR mnohem vhodnější než konvenční pryž pro součásti motorového prostoru, které musí spolehlivě fungovat od studených startů až po vysoké provozní teploty.
Spotřební elektronika a nositelná zařízení
Pásky na chytré hodinky, nástavce na sluchátka, membrány tlačítek, vodotěsné těsnění pro chytré telefony a membrány kláves na klávesnici se běžně vyrábí pomocí vstřikování LSR. Díky schopnosti tvarovat LSR ve složitých geometriích s úzkými tolerancemi – a v jakékoli barvě – je ideální pro spotřebitelské produkty, kde záleží jak na výkonu, tak na estetice.
Produkty pro kojence a potraviny
Dudlíky, dudlíky, kousátka a potravinářská těsnění pro kuchyňské spotřebiče jsou vyráběny v LSR, protože materiál neobsahuje BPA, ftaláty a další škodlivé změkčovadla. Odolává opakovaným sterilizačním cyklům, zachovává si flexibilitu při nízkých teplotách a neabsorbuje chutě ani pachy – to jsou všechny kritické vlastnosti pro aplikace ve styku s potravinami a kojence.
Faktory, které je třeba vzít v úvahu při výběru vstřikovacího stroje LSR
Výběr správného Vstřikovací lis LSR vyžaduje pečlivé zhodnocení vašich specifických požadavků na výrobu, materiálových charakteristik a cílů kvality. Zakoupení nesprávného stroje pro vaši aplikaci má za následek vady kvality, nadměrnou zmetkovitost a potíže s plněním výrobních cílů.
- Velikost dílu a hmotnost střely: Vstřikovací jednotka stroje musí být dimenzována tak, aby poskytovala přesný objem vstřiku požadovaný pro váš díl a počet dutin. Předimenzované vstřikovací jednotky snižují přesnost dávkování u malých dílů; poddimenzované jednotky nemohou plnit velké nebo vícedutinové formy.
- Přesnost měření: Pro kritické aplikace, jako jsou lékařské díly nebo díly přicházející do styku s potravinami, je vyžadována přesnost měření ±0,5 % nebo lepší. Ověřte specifikaci měřicího systému a vyžádejte si od dodavatele dokumentovaná data o způsobilosti procesu.
- Systém studeného kanálu nebo odpadního kanálu: Systémy studených vtoků pro LSR (které udržují materiál vtoků nevytvrzený a recyklovatelný nebo znovu vstřikovatelný) výrazně snižují plýtvání materiálem a jsou standardem u velkoobjemových výrobních strojů. Potvrďte kompatibilitu systému žlabu s designem vaší formy.
- Kompatibilita s čistými prostory: Pro výrobu zdravotnických prostředků musí být stroj kompatibilní s instalací v čistých prostorách – nerezové nebo potažené povrchy, minimální tvorba částic a kompatibilita s ochrannými oděvy a přístupovými protokoly v čistých prostorách.
- Integrace automatizace: Velkoobjemová výroba LSR významně těží z integrovaného robotického vyjímání z forem, systémů vizuální kontroly a manipulace s díly na bázi dopravníků. Před nákupem si ověřte kompatibilitu rozhraní stroje s vašimi požadavky na automatizaci.
- Možnost vakuového odvětrání: U dílů vyžadujících mimořádnou kvalitu povrchu nebo pro zpracování optické kvality LSR musí být dutina formy před vstřikováním evakuována, aby se odstranil zachycený vzduch. Potvrďte, že konstrukce stroje a formy podporuje vakuové odvzdušňování, pokud to vaše aplikace vyžaduje.
Výhody vstřikovacích lisů LSR oproti alternativním metodám zpracování silikonu
Vstřikování LSR soutěží s lisováním a přetlačováním jako způsoby výroby dílů ze silikonové pryže. Každá metoda má své místo, ale vstřikování LSR nabízí významné výhody pro střední až velkosériovou výrobu přesných součástí.
- Doba cyklu: Doby cyklu vstřikování LSR jsou výrazně kratší než lisování, zejména u tenkostěnných dílů, což umožňuje mnohem vyšší průchodnost za směnu.
- Rozměrová konzistence: Uzavřený, automatizovaný proces vstřikování vytváří mnohem užší rozměrové tolerance než procesy lisování v otevřené formě, které jsou ovlivněny variabilitou operátora v umístění materiálu a uzavření formy.
- Materiálový odpad: Vstřikovací systémy LSR se studeným vtokem produkují prakticky nulový odpad materiálu, protože nevytvrzený materiál vtoků je znovu vstřikován. Lisování a přetlačování generuje značné množství odpadu a odpadu.
- Potenciál automatizace: Vstřikování LSR je plně kompatibilní s robotickou automatizací a umožňuje výrobu velkoobjemových dílů bez osvětlení. Lisování je ze své podstaty pracnější.
- Vícesložkové lisování: Vstřikovací lis LSRs can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Údržba a provozní aspekty strojů LSR
Vstřikovací stroje LSR vyžadují disciplinovanou údržbu, aby se zabránilo hromadění materiálu, vytvrzování uvnitř válce a posunu dávkování. Na konci každého výrobního cyklu musí být systém dodávky materiálu důkladně propláchnut proplachovacím prostředkem nebo neutrálním silikonovým základem, aby se odstranil veškerý smíchaný LSR před vytvrzením uvnitř linek, mixéru nebo sudu. Vytvrzený silikon uvnitř vstřikovacího systému je extrémně obtížné odstranit a obvykle vyžaduje kompletní rozebrání postižených součástí.
Dávkovací čerpadla by měla být pravidelně kalibrována – minimálně při každé výměně materiálu – aby se ověřilo, že poměr 1:1 je přesně dodržován. Regulátory teploty formy a topné prvky by měly být pravidelně kontrolovány kvůli kalibračnímu posunu a vývoji aktivního bodu, protože nerovnoměrné teploty formy způsobují nekonzistentní vytvrzování a deformaci součásti. Se správnými protokoly údržby bude dobře specifikovaný vstřikovací stroj LSR poskytovat spolehlivý a vysoce kvalitní výrobní výstup po mnoho let.