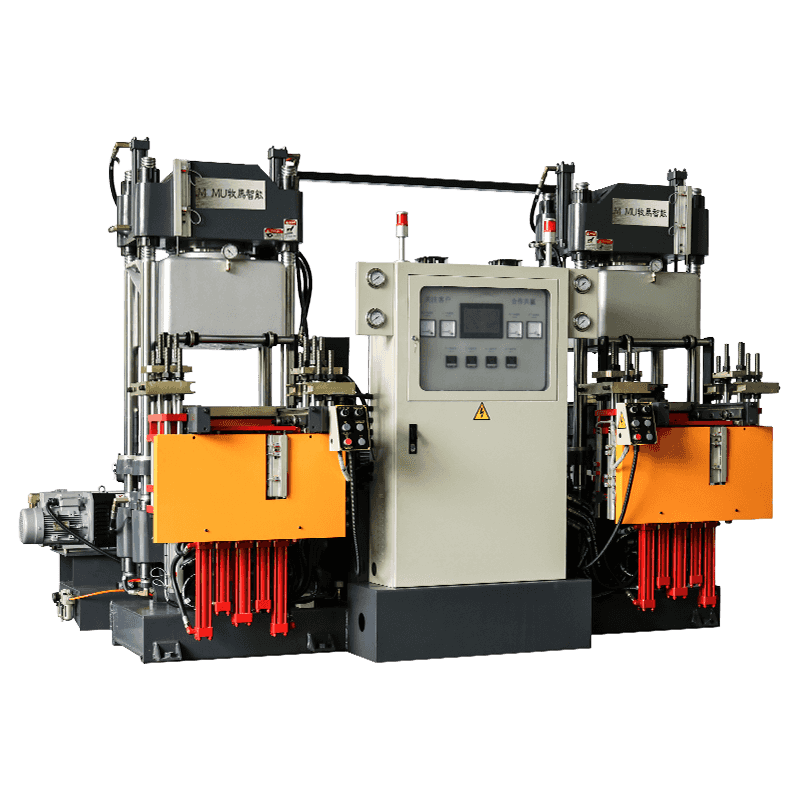
Co je to tekutý silikonový upínací stroj?
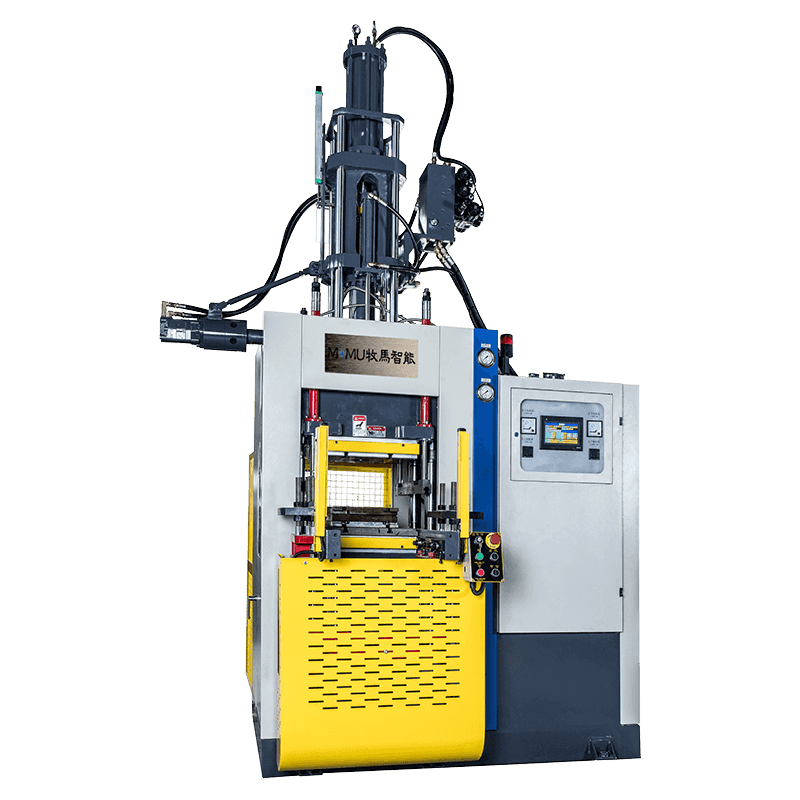
A tekutý silikonový upínací stroj je specializovaný vstřikovací systém navržený speciálně pro zpracování tekutého silikonového kaučuku (LSR). Na rozdíl od konvenčních vstřikovacích lisů na termoplasty jsou upínací stroje LSR konstruovány tak, aby zvládaly jedinečné reologické a tepelné vlastnosti tekutého silikonu – dvousložkového materiálu, který zůstává tekutý při pokojové teplotě a vulkanizuje (vytvrzuje), když je vystaven teplu uvnitř uzavřené formy. Stroj sevře poloviny formy k sobě pod přesně řízeným tlakem, vstřikuje smíchanou směs LSR do dutiny formy, aplikuje teplo ke spuštění vytvrzování a poté se otevře, aby se uvolnil hotový díl.
Tyto stroje jsou široce používány ve výrobě lékařských zařízení, automobilových součástech, spotřební elektronice, dětských výrobcích a průmyslových těsnicích aplikacích. Jejich schopnost vyrábět vysoce přesné silikonové díly bez blesku ve velkých objemech s minimálním odpadem z nich činí základní součást vybavení všude tam, kde jsou ve výrobním měřítku vyžadovány komponenty LSR.
Jak funguje systém upínání forem při zpracování LSR
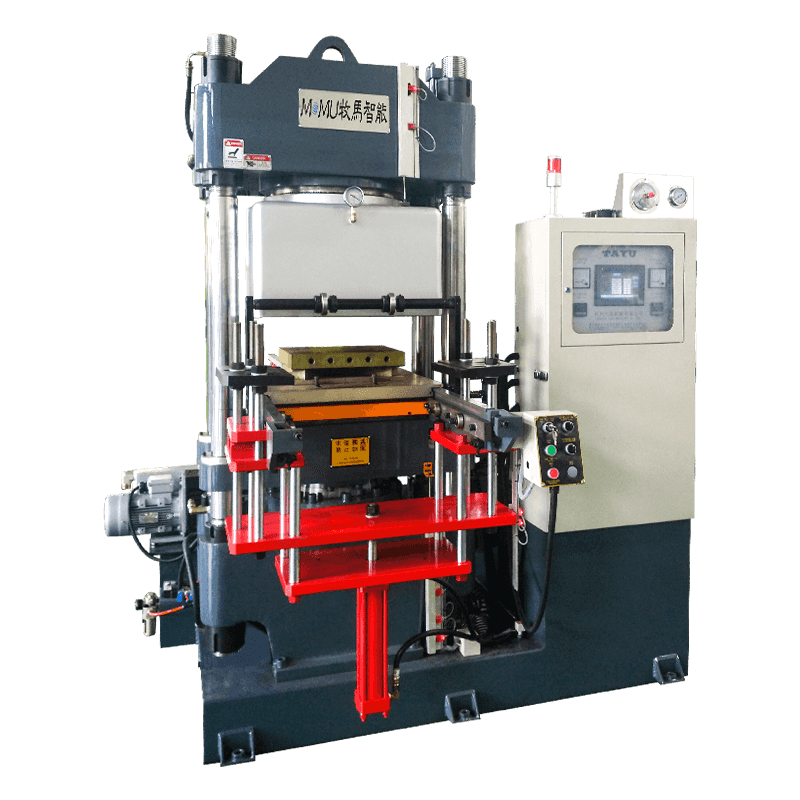
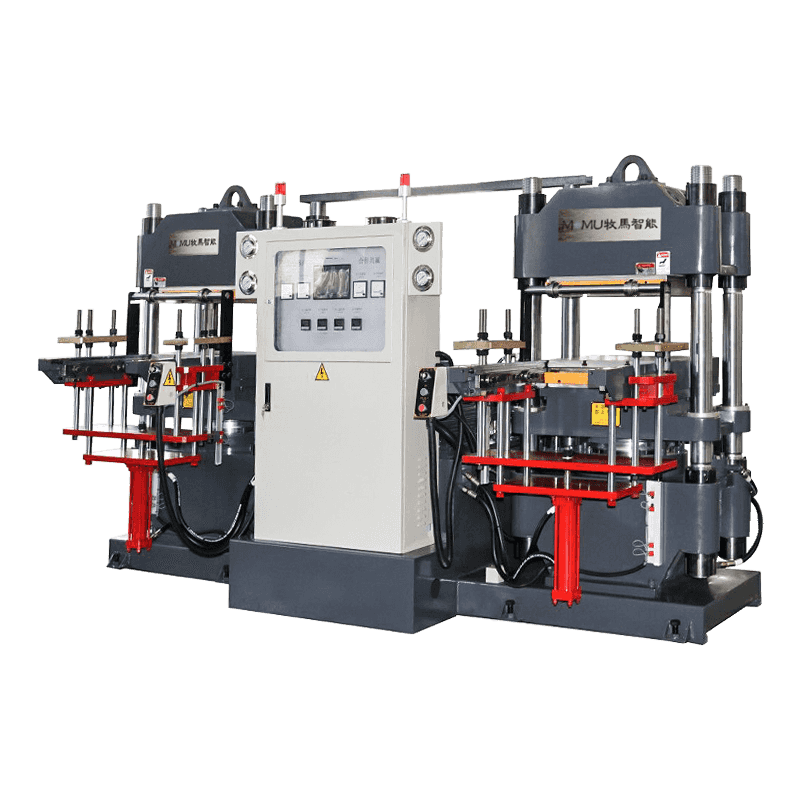
Upínací jednotka formy je konstrukčním jádrem jakéhokoli vstřikovacího stroje na tekutý silikon. Jeho primární funkcí je držet obě poloviny formy pohromadě dostatečnou silou, aby odolala vstřikovacímu tlaku aplikovanému během plnění materiálu. Při lisování LSR je vstřikovací tlak obvykle nižší než u lisování termoplastů, ale upínací systém stále hraje kritickou roli při zajišťování dokonale utěsněné dutiny formy, která zabraňuje vzplanutí – tenkého filmu přebytečného materiálu, který se tvoří na dělicích liniích, když je upínací síla nedostatečná.
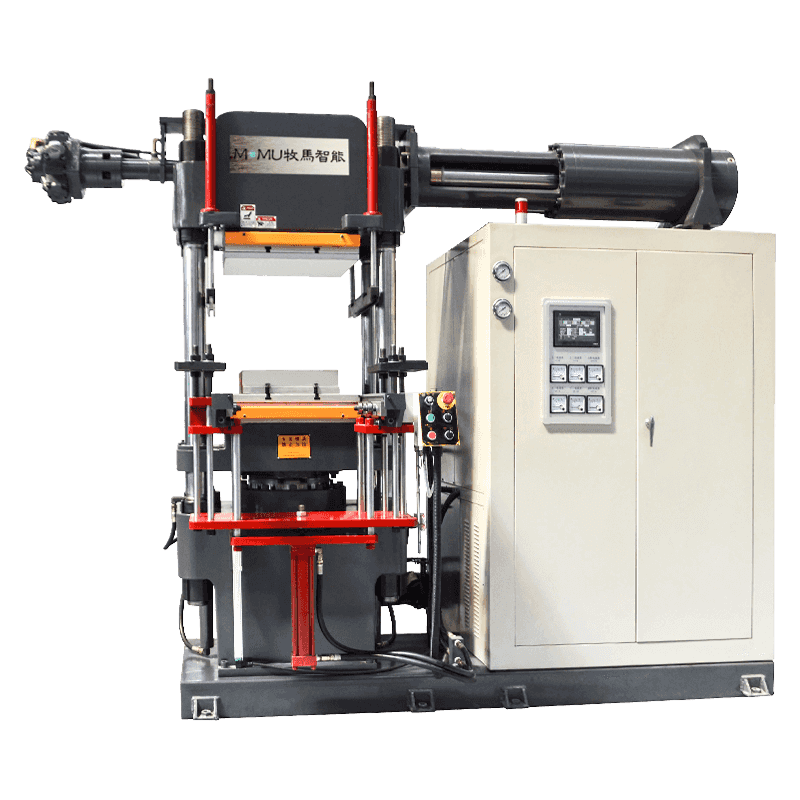
Většina strojů na upínání forem na tekuté silikony používá hydraulický nebo servoelektrický upínací mechanismus. Kloubový systém násobí sílu generovanou hydraulickým válcem nebo servomotorem prostřednictvím mechanického spojení, čímž se dosahuje velmi vysoké upínací tonáže s relativně kompaktními komponenty pohonu. Během vstřikování upínací systém zablokuje formu v uzavřené poloze a udržuje konzistentní tlak během cyklu plnění a vytvrzování. Jakmile je vulkanizace dokončena, svorka se otevře a vyhazovací systém – obvykle pneumatický nebo mechanický – uvolní hotový díl z dutiny formy.
Protože LSR musí být udržován v chladu ve válci a vstřikovacím systému (aby se zabránilo předčasnému vytvrzení), zatímco samotná forma je zahřívána, aby se spustila vulkanizace, musí se upínací jednotka přizpůsobit tepelně izolovanému nastavení formy. Izolační desky se obvykle instalují mezi formu a desky stroje, aby se zabránilo přenosu tepla z vyhřívané formy do konstrukce stroje, což chrání součásti a udržuje energetickou účinnost.
Klíčové technické specifikace k vyhodnocení
Výběr správného stroje na upínání tekutých silikonových forem vyžaduje pečlivou pozornost k řadě technických parametrů. Každá specifikace má přímý dopad na kvalitu lisovaných dílů, dobu cyklu a rozsah forem a produktů, které může stroj pojmout.
Specifikace primárního stroje
| Specifikace | Typický rozsah / popis |
| Upínací síla | 50 kN až 10 000 kN (5 až 1 000 tun) |
| Velikost desky | Liší se podle tonáže stroje; musí odpovídat rozměrům formy |
| Rozsah teplot formy | 150 °C až 220 °C (302 °F až 428 °F) |
| Typ vstřikovací jednotky | Vyhrazený systém dávkovacího čerpadla LSR (komponenty A B) |
| Teplota sudu | Ochlazeno na 5°C–15°C, aby se zabránilo předčasnému vytvrzení |
| Řídicí systém | PLC s dotykovou obrazovkou HMI; programovatelné parametry cyklu |
| Rozteč spojovacích tyčí | Definuje maximální šířku formy, kterou lze nainstalovat |
| Otevření denním světlem | Maximální vzdálenost mezi deskami při otevření |
Upínací síla patří mezi nejkritičtější parametry. Musí být dostačující k tomu, aby byla forma utěsněna proti vstřikovacímu tlaku bez nadměrného upnutí, které může časem poškodit dělicí plochy formy. Výpočet požadované upínací síly zahrnuje vynásobení projektované plochy dutin formy tlakem v dutině a přidání bezpečnostní rezervy 10–20 % pro zohlednění změn procesu.
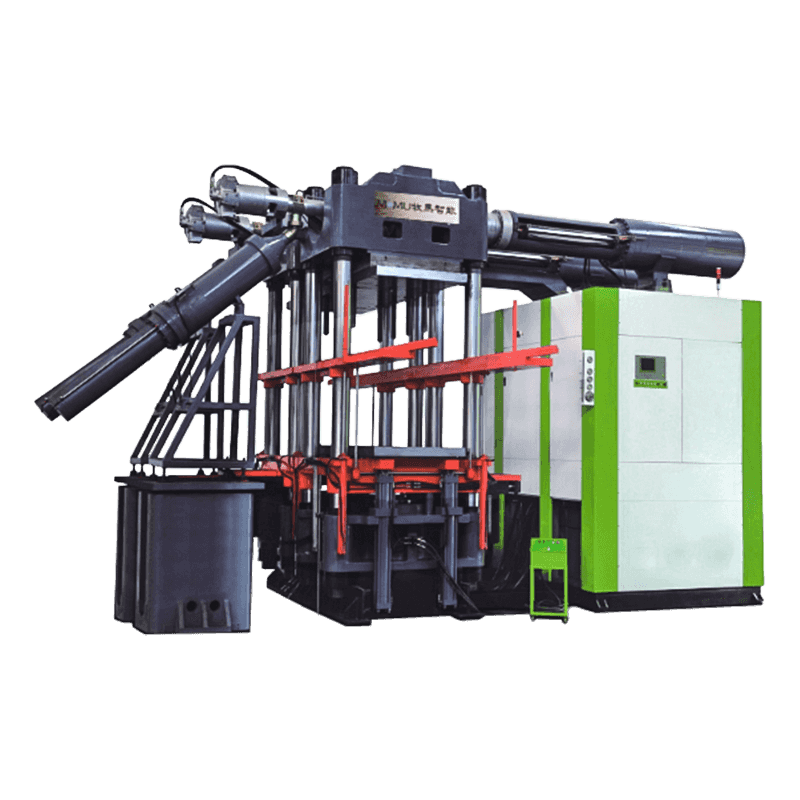
Dávkovací a vstřikovací systém LSR
Na rozdíl od vstřikování termoplastů, kde se taví a vstřikuje jedna pryskyřice, vyžaduje zpracování LSR dvousložkový dávkovací systém, který před vstřikováním přesně odměřuje a mísí základní silikonovou sloučeninu (složka A) a platinový katalyzátor (složka B) v poměru 1:1. Stroj na upínání forem z tekutého silikonu je typicky spárován s vyhrazenou jednotkou dávkovacího čerpadla LSR, která čerpá ze zásobních bubnů, dávkuje obě složky pomocí zubových čerpadel nebo pístových čerpadel, míchá je prostřednictvím statického mixéru a dodává smíchanou směs do vstřikovacího válce.
Vstřikovací válec a šnek jsou chlazeny vodou nebo jsou řízeny teplotou, aby se LSR udržovala na nízké teplotě – obvykle mezi 5 °C a 15 °C – což zabraňuje předčasné vulkanizaci v napájecím systému. Konstrukce šroubu pro LSR se liší od standardních termoplastických šroubů; typicky má nižší kompresní poměr a žádný kontrolní kroužek, protože LSR nevyžaduje plastifikaci stejným způsobem a snadno teče při nízkém smyku. Vstřikování je řízeno přesným objemovým dávkováním spíše než dávkovacím šroubem, což zajišťuje konzistenci mezi jednotlivými dávkami.

Systémy vstřikování pigmentu jsou často integrovány do dávkovací jednotky, což umožňuje zavádění barvy v přesných množstvích přímo do proudu materiálu pro barevné produkty LSR, aniž by došlo ke kontaminaci zásobních sudů.
Požadavky na konstrukci forem pro upínací stroje LSR
Forma použitá v tekutém silikonovém upínacím stroji má několik konstrukčních požadavků, které se výrazně liší od termoplastických forem. Protože LSR má velmi nízkou viskozitu a snadno teče pod tlakem, forma musí být obrobena s extrémně úzkými tolerancemi na dělicí linii – obvykle do 0,005 mm – aby se zabránilo tvorbě výronů. I malé mezery na dělicím povrchu umožňují LSR prosakovat a vytvářet tenké silikonové filmy, které je nutné odstranit ručně a které snižují kvalitu a výtěžnost dílu.
Kritické konstrukční prvky LSR formy
- Systémy studených vtoků: Formy LSR často používají systémy studených vtoků nebo ventilových vtoků k eliminaci vtokového kanálu a odpadu vtoků, protože vtokové kanály LSR nelze po vytvrzení přebrousit a znovu použít.
- Vakuové větrání: Vakuové systémy jsou integrovány tak, aby odváděly vzduch z dutiny formy před vstřikováním, čímž zabraňují zachycení vzduchu, které by způsobilo dutiny nebo neúplné vyplnění přesných dílů.
- Jednotné vyhřívání formy: Elektrická topná tělesa nebo topné kanály na bázi oleje musí být rozmístěny rovnoměrně po celé formě, aby bylo zajištěno konzistentní vytvrzení ve všech dutinách v nástrojích s více dutinami.
- Tepelně izolační desky: Instaluje se mezi základnu formy a desky stroje, aby se minimalizovaly tepelné ztráty konstrukce stroje a snížila spotřeba energie během výroby.
- Deformační systémy: Vzhledem k tomu, že vytvrzený silikon je pružný a přilnavý, formy musí obsahovat účinné uspořádání vyhazovacích kolíků, odstraňovače desek nebo odformování vzduchem, aby se části uvolnily bez roztržení nebo deformace.
Odvětví a produkty, které se spoléhají na upínací stroje LSR
Stroje na upínání forem z tekutého silikonu slouží v různých průmyslových odvětvích, poháněných jedinečnou kombinací vlastností, které LSR nabízí – biokompatibilita, teplotní odolnost, chemická inertnost, optická čirost a dlouhodobá flexibilita. Přesnost a opakovatelnost procesu upínání a vstřikování činí tyto stroje dobře vhodnými pro náročné aplikace, kde je rozměrová konzistence a integrita materiálu nesmlouvavá.
- Lékařské přístroje: Díky biokompatibilitě LSR je ideální pro těsnění, ventily, katétry, dýchací masky, součásti sluchadel a implantovatelné části zařízení, které vyžadují shodu podle USP třídy VI nebo ISO 10993.
- Automobilový průmysl: Nástavce na zapalovací svíčky, těsnění, těsnění snímačů a O-kroužky odolné vůči kapalinám se běžně vyrábějí v LSR kvůli její schopnosti odolávat teplotám od -60 °C do 200 °C.
- Produkty pro kojence a kojence: Dudlíky, dudlíky, kousátka a příslušenství pro krmení vyžadují potravinářské, chuťově neutrální a sterilizaci odolné vlastnosti LSR.
- spotřební elektronika: Vodotěsné membrány klávesnice, těsnění tlačítek, řemínky k nošení a kabelové průchodky těží z flexibility a odolnosti LSR vůči okolnímu prostředí.
- Průmyslové těsnění: Zakázková těsnění, membrány, měchy a těsnění pro čerpadla, ventily a systémy pro manipulaci s tekutinami v chemickém a potravinářském průmyslu.
Výhody použití speciálního upínacího stroje LSR
Zatímco někteří výrobci se pokoušejí přizpůsobit standardní termoplastické vstřikovací stroje pro zpracování LSR, jednoúčelové stroje na upínání forem z tekutého silikonu nabízejí podstatné provozní a kvalitativní výhody, které ospravedlňují investici do jakékoli seriózní výrobní operace LSR.
- Přesné ovládání upínání: Účelově vytvořené upínací systémy poskytují konzistentní, měřitelnou tonáž s možností jemného nastavení, což zajišťuje opakovatelné utěsnění formy v každém cyklu.
- Integrovaný systém vstřikování za studena: Sestava chlazeného válce a šneku je navržena speciálně pro LSR, což eliminuje kompromisy požadované při přizpůsobování termoplastického zařízení.
- Výroba bez blesku: Vysoce přesná rovnoběžnost desek a řízená upínací síla umožňují tvarování s nulovým nebo minimálním rázem, čímž se snižuje práce po zpracování a plýtvání materiálem.
- Plně automatické cykly: Integrace s robotickým odebíráním dílů, systémy vizuální kontroly a dopravníkovými systémy umožňuje výrobu bez osvětlení s minimálními zásahy operátora.
- Protokolování dat procesu: Moderní upínací stroje LSR zaznamenávají vstřikovací tlak, teplotu formy, dobu vytvrzování a údaje o upínací síle pro každý cyklus, což podporuje sledovatelnost kvality v regulovaných průmyslových odvětvích.
Jak vybrat správný stroj pro vaši aplikaci LSR
Výběr správného stroje na upínání tekutých silikonových forem začíná podrobnou analýzou dílů, které mají být vyrobeny. Projektovaná plocha největšího uspořádání dutiny formy určuje minimální potřebnou upínací sílu. Potřebnou kapacitu dávkovacího systému určují požadavky na objem vstřiku, založené na hmotnosti dílu a počtu dutin. Fyzické rozměry formy – výška, šířka a výška stohu – musí odpovídat specifikacím velikosti desky stroje, rozteče spojovacích tyčí a denního světla.
Cíle objemu výroby a očekávaná doba cyklu by také měly být vodítkem pro výběr stroje. Formy s vyšší kavitací běžící na strojích se servoelektrickými upínacími systémy mohou dosáhnout rychlejších časů suchého cyklu a energeticky účinnějšího provozu ve srovnání s plně hydraulickými alternativami, což má za následek nižší náklady na díl při velkých objemech. Pro lékařské nebo regulované aplikace je nezbytné před nákupem ověřit, zda stroj podporuje záznam dat vyhovující 21 CFR Part 11 nebo ekvivalentní standardy procesní dokumentace.
A konečně, poprodejní servis, dostupnost náhradních dílů a technická podpora od výrobce by měly být hodnoceny stejně pečlivě jako technické specifikace stroje. Dobře podporovaný stroj se spolehlivou místní servisní infrastrukturou poskytne výrazně lepší dlouhodobou hodnotu než levnější alternativa s omezeným přístupem k podpoře, zejména v produkčních prostředích s vysokou poptávkou, kde neplánované prostoje mají přímý dopad na závazky dodávek a provozní náklady.