Co vlastně dělá speciální formovací stroj BMC
Speciální formovací stroj BMC je navržen speciálně pro zpracování objemové formovací směsi, termosetového materiálu vyrobeného z nenasycené polyesterové pryskyřice smíchané se skleněným vláknem, minerálními plnivy a vytvrzovacími činidly. Na rozdíl od univerzálních vstřikovacích lisů vyrobených pro termoplasty musí stroj BMC pracovat se směsí podobnou pastě nebo tmelu, která se nevratně vytvrzuje za tepla a tlaku, spíše než aby se jednoduše znovu roztavila a tuhla. Tento základní rozdíl v chemii řídí téměř každé konstrukční rozhodnutí ve stroji, od geometrie šroubu až po systém řízení teploty formy.
Tyto stroje se široce používají k výrobě elektrických součástek, jako jsou kryty vypínačů, části rozvaděčů, izolátory a těla konektorů, stejně jako automobilové díly, jako jsou reflektory světlometů, kryty motoru a tepelné štíty. Přitažlivost BMC spočívá v jeho vynikajících elektrických izolačních vlastnostech, tepelné odolnosti a rozměrové stabilitě, což je důvod, proč výrobci investují do strojů postavených speciálně na tento materiál, než aby přizpůsobovali standardní vstřikovací lisy.
Základní komponenty, které odlišují stroje BMC
Plastifikační jednotka na speciálním formovacím stroji BMC obvykle používá nízkotlaký šnek s malou hloubkou letu, protože směs nemusí být tavena jako plastové pelety. Místo toho je úkolem šneku dopravovat a lehce zahřívat materiál bez vytváření nadměrného smykového tepla, které by mohlo spustit předčasné vytvrzení uvnitř samotného válce. Nadměrný smyk je u těchto strojů jednou z nejčastějších příčin poškození šneku nebo hlavně, takže nastavení rychlosti šneku a protitlaku jsou mnohem konzervativnější než u typického lisu na termoplasty.
Forma samotná se spíše zahřívá než ochlazuje, obvykle na teplotu mezi 140 °C a 170 °C v závislosti na specifickém složení pryskyřice, protože vytvrzování je chemická reakce aktivovaná teplem spíše než tuhnutí řízené chlazením. Ohřev je typicky dosahován elektrickými topnými tělesy nebo olejovými cirkulačními kanály zabudovanými do formovacích desek a přesné, rovnoměrné rozložení teploty po povrchu formy je kritické, aby se zabránilo deformaci nebo neúplnému vytvrzení v tlustších částech součásti.
Klíčové podsystémy na typickém stroji
- Vstřikovací nebo přepravní jednotka pro přívod směsi do dutiny formy
- Systém vyhřívané desky pro udržení stálé teploty formy
- Upínací jednotka dimenzovaná tak, aby odolala vnitřnímu tlaku generovanému během vytvrzování
- Vakuový nebo odvzdušňovací systém pro odstranění zachyceného vzduchu a těkavých vedlejších produktů
- Automatický vyhazovací systém navržený pro šetrnou manipulaci s křehkými, čerstvě vytvrzenými díly
Konfigurace lisování, přenosu a vstřikování
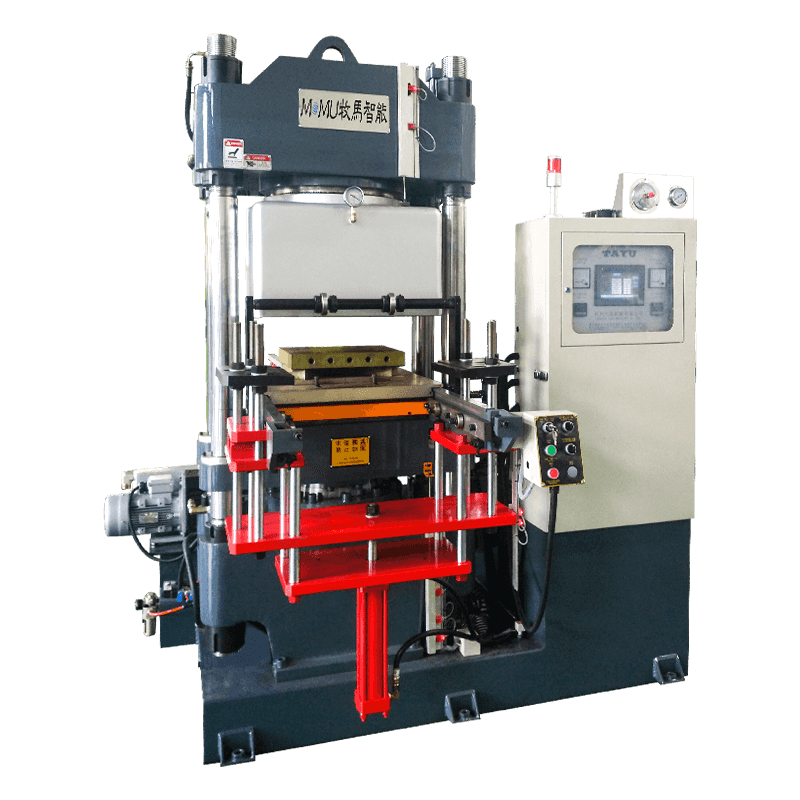
Speciální lisovací stroje BMC přicházejí ve třech hlavních konfiguracích, z nichž každá je vhodná pro různé geometrie součástí a objemy výroby. Lisy pro lisování jednoduše umístí odměřenou dávku směsi do otevřené, vyhřívané dutiny formy, poté zavřou formu pod vysokým tlakem, aby materiál při vytvrzování vyplnil tvar. Tato metoda funguje dobře pro jednodušší geometrie a je často vybírána pro své nižší náklady na nástroje a šetrnější manipulaci s vláknovou výztuží, která více zachovává mechanickou pevnost směsi.
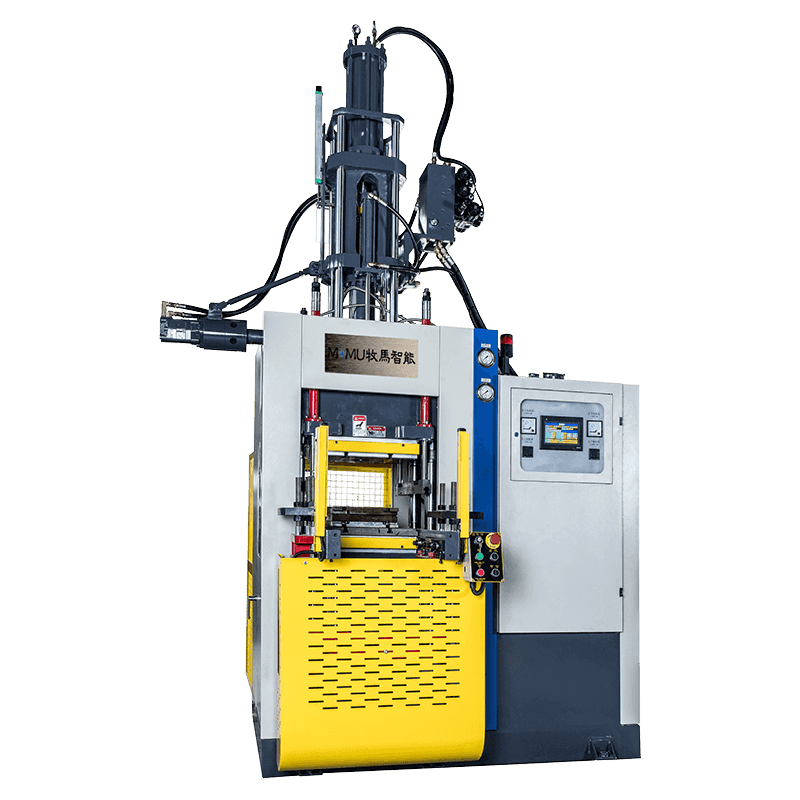
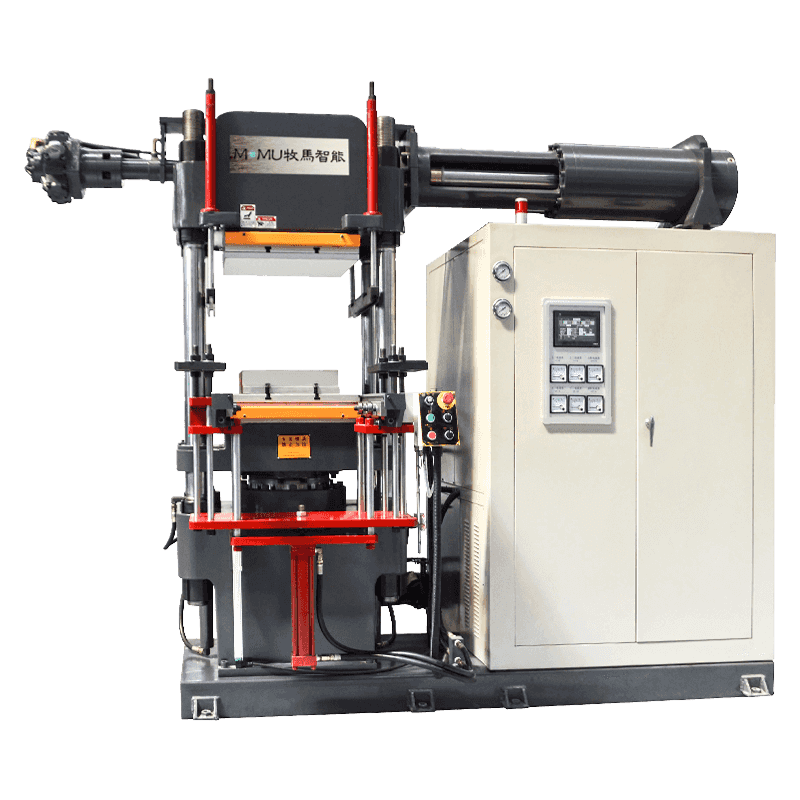
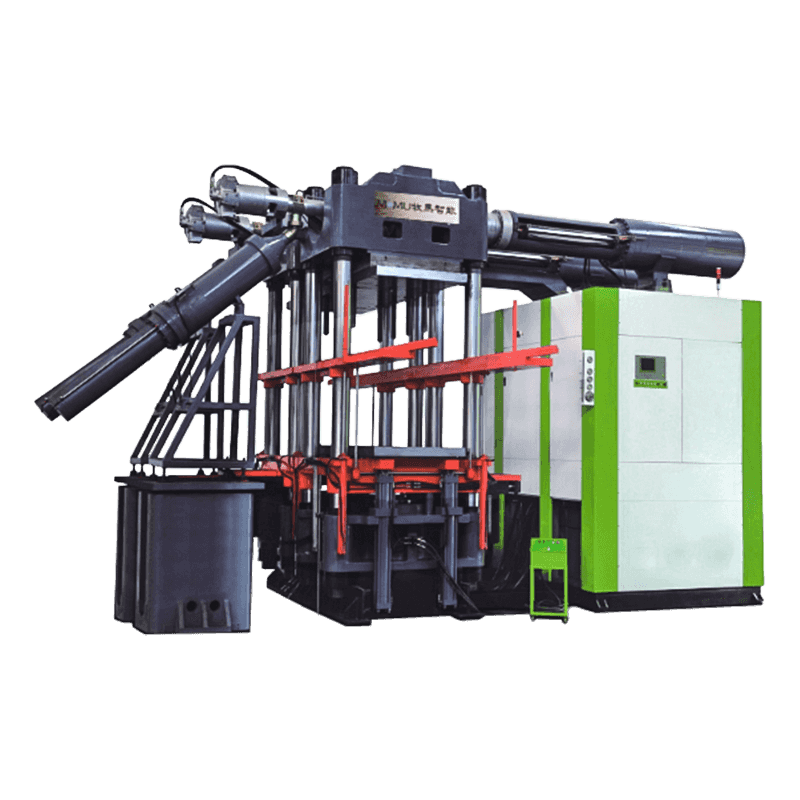
Přetlačovací lisy používají samostatnou nádobu k předehřátí směsi před tím, než ji píst protlačí skrz žlaby do uzavřené formy. To umožňuje složitější geometrie součástí a lepší rozměrovou kontrolu než přímé lisování, i když to vystavuje vyztužení vláken poněkud většímu smyku, když prochází úzkými žlaby. Vstřikovací stroje přizpůsobené pro BMC to posouvají ještě o krok dále a používají vratný šnek k kontinuálnímu dávkování směsi přímo do uzavřené formy, což vyhovuje velkoobjemové výrobě dílů s mírnou složitostí.
Výběr mezi třemi metodami
| Metoda | Nejlepší pro | Typická doba cyklu |
| Komprese | Jednoduché tvary, díly s vysokou pevností | 60 až 120 sekund |
| Přenést | Mírná složitost, vložka lisování | 45 až 90 sekund |
| Injekce | Velký objem, složitá geometrie | 20 až 60 sekund |
Správné nastavení výroby
Před zahájením jakékoli výrobní série by měli operátoři ověřit, že se teplota formy ustálila ve všech zónách, protože teplotní rozdíl dokonce pět až deset stupňů mezi sekcemi velké formy může způsobit nerovnoměrné vytvrzování a vnitřní pnutí. Většina moderních strojů BMC obsahuje vícezónové regulátory teploty s nezávislými odečty a vyplatí se kontrolovat každou zónu samostatně, spíše než důvěřovat jedné průměrné hodnotě.
Hmotnost náboje je další kritickou proměnnou. Příliš málo směsi zanechává krátké záběry nebo povrchové dutiny, zatímco příliš mnoho způsobuje záblesky a nadměrné ztráty materiálu na dělicí čáře. Operátoři obvykle určují správnou hmotnost náboje pomocí série zkušebních záběrů, přičemž před každým pokusem směs přesně zváží a upravují v malých krocích, dokud se díl zcela nenaplní s minimálním zábleskem. Jakmile je stanovena správná hmotnost, měla by být zdokumentována a důsledně používána, protože směs BMC netoleruje druh úpravy za běhu, který je u termoplastů obvyklý.
Upínací síla musí také odpovídat projektované ploše součásti a vnitřnímu tlaku generovanému během vytvrzování, obecně se řídí orientačním pravidlem mezi 800 a 1500 psi projektované plochy, i když se to liší podle specifického složení směsi a geometrie součásti. Nedostatečné upnutí vede k otřesům a rozměrovým nepřesnostem, zatímco nadměrné upnutí může urychlit opotřebení formy a spojovacích tyčí bez zlepšení kvality dílu.
Správa doby vytvrzování a efektivity cyklu
Doba vytvrzování je jediným největším faktorem určujícím, kolik dílů dokáže stroj BMC vyrobit za hodinu, a závisí na tloušťce dílu, teplotě formy a specifickém vytvrzovacím činidle použitém ve složení směsi. Silnější části vyžadují delší dobu vytvrzování, protože teplo musí proniknout k jádru před dokončením reakce v celém dílu a příliš brzké vytažení dílu riskuje deformaci nebo neúplné mechanické vlastnosti, i když povrch vypadá zcela vytvrzený.
Mnoho výrobců používá obecné pokyny pro vytvrzování po dobu zhruba třiceti sekund na milimetr tloušťky stěny při standardních teplotách formy, i když by to mělo být vždy ověřeno podle datového listu konkrétního dodavatele pryskyřice a nikoli jako univerzální pravidlo. Provedení testu diferenciální skenovací kalorimetrie na nové šarži směsi může pomoci potvrdit skutečnou kinetiku vytvrzování předtím, než se zaváže k době výrobního cyklu, zejména při změně dodavatele nebo šarže pryskyřice.
Faktory, které ovlivňují dobu cyklu
- Tloušťka stěny části a celková hmotnost materiálu
- Teplota povrchu formy a rovnoměrnost napříč dutinami
- Typ a koncentrace tužidla ve směsi
- Přítomnost kovových vložek, které mohou působit jako chladiče a zpomalovat lokální vytvrzování
- Počet dutin a jak je mezi nimi rovnoměrně rozložena sloučenina
Běžné vady a jejich kořenové příčiny
Vzhledem k tomu, že lisování BMC zahrnuje spíše chemickou vytvrzovací reakci než jednoduché tuhnutí, vady často vedou k problémům s teplotou nebo načasováním spíše než k mechanickému nastavení, které dominuje při odstraňování problémů s termoplasty. Například tvorba puchýřů na povrchu je obvykle důsledkem zachycených těkavých látek nebo vzduchu, které nemohly uniknout dříve, než se povrch překryl, což ukazuje na potřebu lepšího odvětrání formy nebo nastavené podtlakové sekvence spíše než na změnu rychlosti vstřikování.
| Defekt | Pravděpodobná příčina | Doporučená oprava |
| Povrchové puchýře | Zachycené těkavé látky nebo vzduch | Zlepšete ventilaci, upravte časování podtlaku |
| Deformace po vyhození | Nedostatečná doba vytvrzení nebo nerovnoměrné teplo formy | Prodlužte vytvrzení, znovu vyvažte zóny ohřívače |
| Nadměrný blesk | Přebití nebo nízká svěrná síla | Snižte hmotnost náboje, ověřte tonáž svorky |
| Přehlídka vláken nebo drsnost | Nadměrný střih během krmení | Snižte rychlost šroubu a protitlak |
Postupy údržby, které prodlužují životnost stroje
Vytvrzené zbytky BMC, které zůstaly na povrchu válce, běžců nebo forem, jsou abrazivní a mohou urychlit opotřebení šroubů, kontrolních kroužků a povrchů dutin, pokud nejsou pravidelně čištěny. Většina zařízení plánuje na konci každé směny důkladnou očistu a mechanické čištění pomocí speciálních čisticích směsí určených ke změkčení vytvrzených zbytků pryskyřice bez poškození chromovaných povrchů forem.
Ohřívací pásy a termočlánky by měly být kontrolovány podle pevně stanoveného plánu, protože selhávající zóna ohřívače se často nejprve projeví jako nepatrná kvalitativní odchylka spíše než zjevná chyba stroje. Vedení deníku údržby, který zaznamenává naměřené hodnoty odporu ohřívače, měření opotřebení šroubů a trendy hydraulického tlaku v průběhu času, umožňuje mnohem snazší zachytit vznikající problém dříve, než způsobí dávku vyřazených dílů.
Stav hydraulické kapaliny si také zaslouží pravidelnou pozornost, protože vysoké upínací síly spojené s lisováním BMC neustále zatěžují těsnění a ventily. Výměna filtrů podle plánu a sledování teploty kapaliny během dlouhých výrobních sérií pomáhá předcházet postupnému kolísání tlaku, který může tiše ovlivnit tonáž svěrek a rozměry dílů během týdnů provozu.
Výběr správného stroje pro vaši aplikaci
Při hodnocení nákupu speciálního lisovacího stroje BMC přiřaďte upínací tonáž a velikost vstřelu vašemu největšímu předpokládanému dílu spíše než průměrnému dílu, protože poddimenzování stroje pro budoucí projekty je běžnou a nákladnou chybou. Zvažte také, zda se váš produktový mix přiklání k jednoduchým, vysoce pevným dílům, které upřednostňují lisování, nebo ke složitým geometriím s vložkami, které upřednostňují převodové nebo vstřikovací konfigurace.
Nakonec se pozorně podívejte na počet zón a odezvu systému regulace teploty, protože nekonzistentní ohřev formy je jedním z nejtrvalejších zdrojů kolísání kvality při výrobě BMC. Stroj s jemnějším zónovým ovládáním a rychlejší odezvou ohřívače bude obecně vyrábět konzistentnější díly v dlouhých výrobních sériích, i když jsou počáteční náklady poněkud vyšší než u jednodušší alternativy.