Jak funguje vstřikovací stroj na pryž
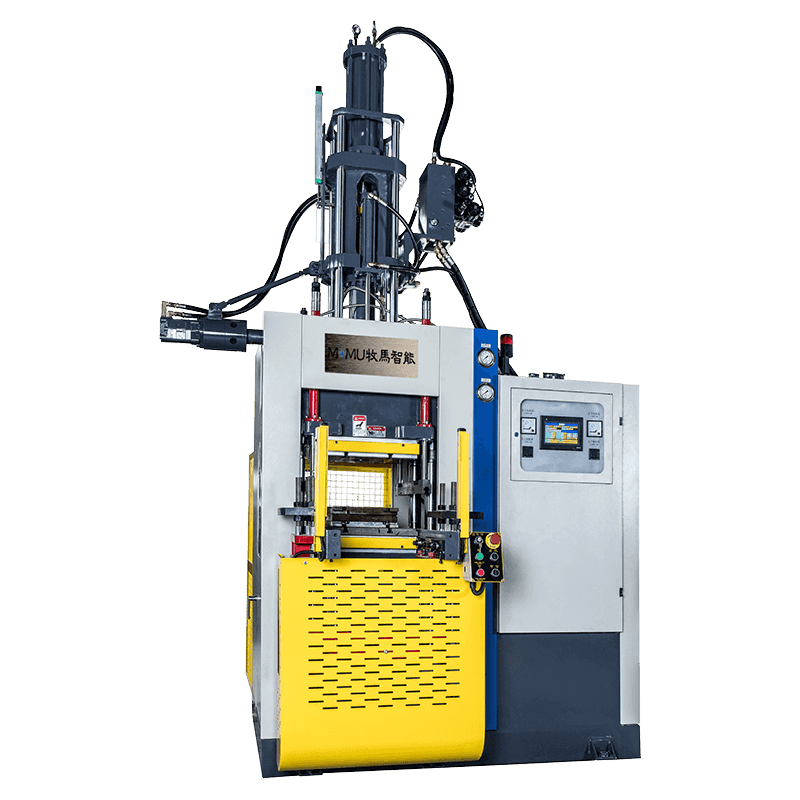
A gumový vstřikovací stroj přeměňuje surovou pryžovou směs na hotové díly zahřátím materiálu a jeho vytlačením pod tlakem do uzavřené dutiny formy. Na rozdíl od lisování, které umísťuje surový kaučuk přímo do otevřené formy, vstřikování předplastifikuje kaučuk v zahřátém sudu před jeho vstřikováním přes trysku do utěsněné formy. Tento proces umožňuje rychlejší doby cyklů, užší tolerance a menší plýtvání materiálem, díky čemuž je zvláště vhodný pro velkoobjemovou výrobu komponentů z technické pryže.
Kaučuková směs se obvykle přivádí do stroje ve formě proužků nebo pelet. Rotující šroub nebo plunžr pohybuje materiálem skrz válec, zatímco topné prvky jej přivádějí na správnou teplotu zpracování. Jakmile pryž dosáhne optimální viskozity, je vstřikována do dutiny formy, kde se vytvrzuje pod řízeným teplem a tlakem, než je vyhozena jako hotový díl.
Hlavní součásti stroje
Pochopení každé hlavní součásti pomáhá operátorům řešit problémy s výrobou a optimalizovat nastavení pro různé pryžové směsi a geometrie součástí.
Základní části a jejich funkce
- Vstřikovací jednotka: plastifikuje a vstřikuje pryžovou směs do formy
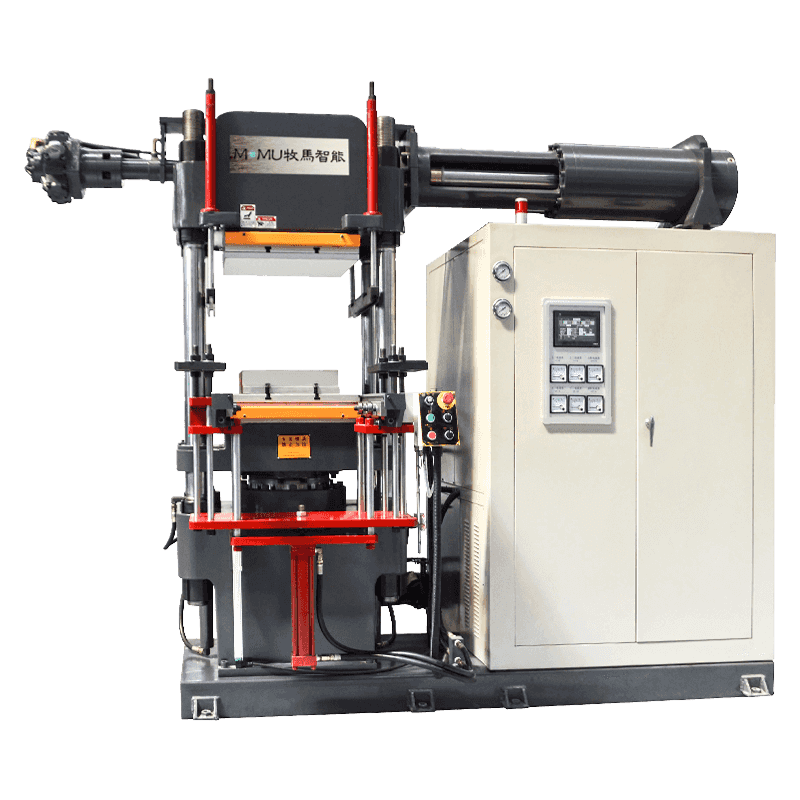
- Upínací jednotka: drží poloviny formy pohromadě pod vysokým tlakem během vstřikování a vytvrzování
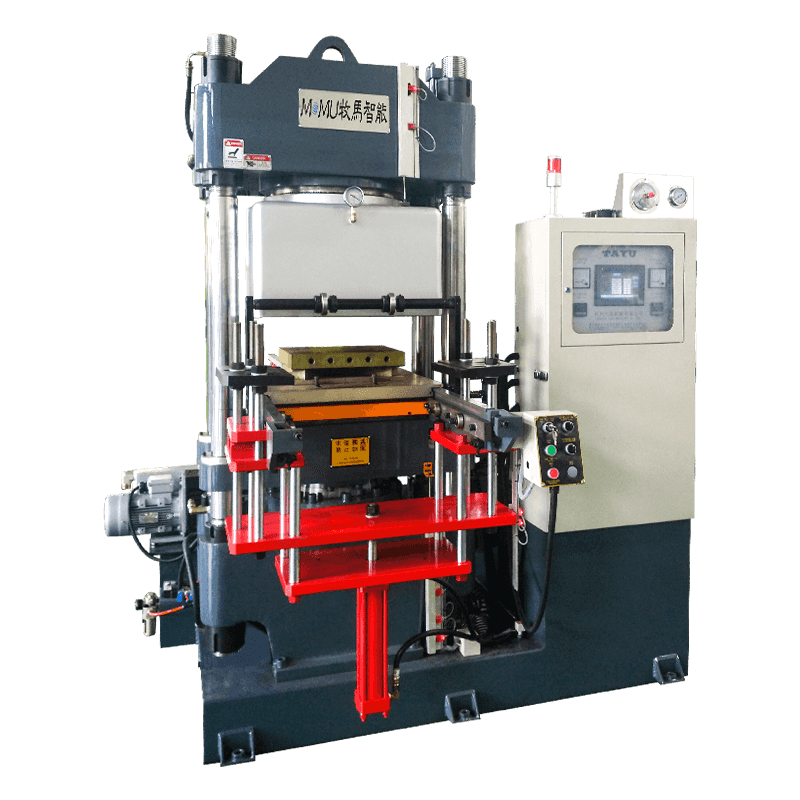
- Topný systém: udržuje přesné teploty válce a formy pro konzistentní vytvrzování
- Hydraulický nebo elektrický pohon: pohání otáčení šroubu, vstřikování a upínací pohyb
- Řídicí systém: řídí teplotu, tlak, rychlost vstřikování a načasování cyklu
- Vyhazovací systém: po vytvrzení uvolní hotový díl z formy
Moderní stroje stále častěji využívají elektrické pohonné systémy namísto čistě hydraulických, které nabízejí přesnější kontrolu rychlosti vstřikování a snižují spotřebu energie během prostojů mezi cykly.

Porovnání vstřikování s jinými metodami lisování pryže
Výrobci, kteří volí proces formování, by měli zvážit vstřikování a lisování a přetlačování, protože každá metoda nabízí odlišné výhody v závislosti na složitosti součásti, objemu výroby a rozpočtu.
| Metoda | Doba cyklu | Materiální odpad | Nejlepší pro |
| Vstřikování | Rychle | Nízká | Velkoobjemové, složité díly |
| Lisování lisováním | pomaleji | vyšší | Jednoduché tvary, malý objem |
| Přetlačovací lisování | Mírný | Mírný | Díly s kovovými vložkami |
Vstřikování se obecně ukazuje jako nákladově efektivnější v měřítku i přes vyšší počáteční náklady na nástroje, protože zkrácené doby cyklů a nižší odpad kompenzují počáteční investice u velkých výrobních sérií.
Společné aplikace napříč odvětvími
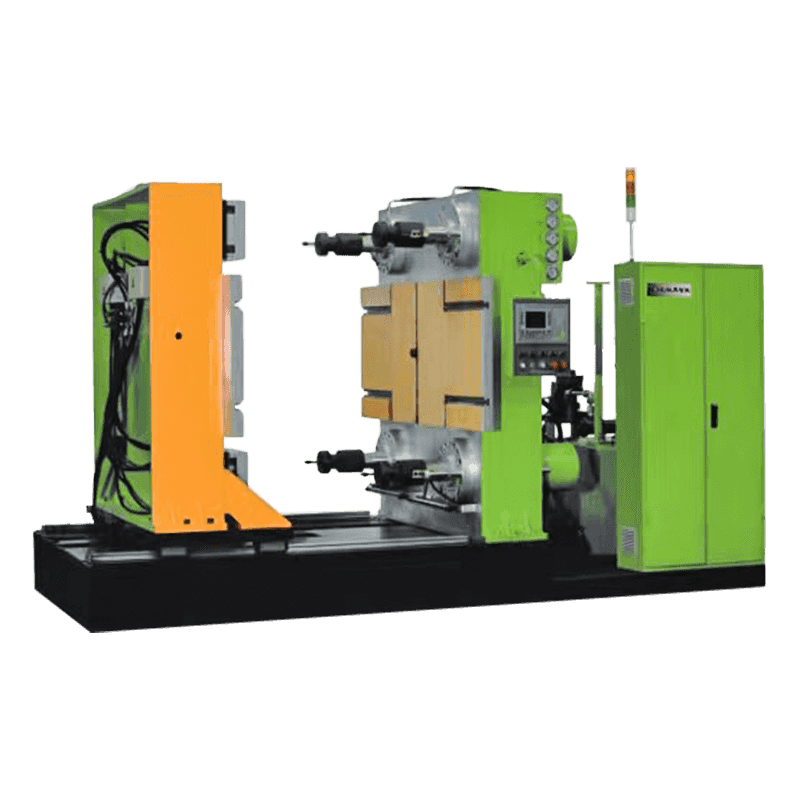
Gumové vstřikovací stroje produkují širokou škálu součástí používaných v automobilovém, lékařském, elektrotechnickém a spotřebním zboží. Tento proces je zvláště ceněn pro díly vyžadující úzké rozměrové tolerance nebo konzistentní fyzikální vlastnosti ve velkých sériích.
Typické produkty vyrobené vstřikováním
- Automobilová těsnění, těsnění a průchodky
- Součásti lékařských zařízení, jako jsou těsnění a zátky
- Elektrické konektory a izolační díly
- O-kroužky a průmyslová těsnění
- Spotřební produkty, jako jsou rukojeti, těsnění a ochranné kryty
Vzhledem k tomu, že vstřikování podporuje vícedutinové formy, mohou výrobci vyrábět desítky identických dílů v jednom cyklu, což výrazně zvyšuje propustnost ve srovnání s nastaveními lisování s jednou dutinou.
Klíčové faktory ovlivňující kvalitu lisovaného dílu
Dosažení konzistentních pryžových dílů bez defektů závisí na pečlivém řízení několika procesních proměnných během výroby. Malé odchylky teploty nebo tlaku mohou vést k defektům, jako je záblesk, poréznost nebo neúplné vytvrzení.
Kritické procesní proměnné ke sledování
Vstřikovací tlak a rychlost určují, jak úplně pryž vyplní dutinu formy před začátkem vytvrzování, přičemž nedostatečný tlak často způsobuje krátké výstřely nebo slabé pletené linie. Teplota hlavně a formy musí zůstat v rozmezí doporučeném výrobcem směsi, protože přehřátí může způsobit předčasné vytvrzení uvnitř válce, známé jako připálení, zatímco nedostatečné teplo vede k neúplnému vytvrzení a slabším mechanickým vlastnostem.
Doba vytvrzování také hraje významnou roli v kvalitě dílu a efektivitě výroby. Prodloužení doby vytvrzování nad rámec toho, co je nezbytné, snižuje propustnost, aniž by se zlepšil výkon součásti, zatímco příliš krátké zkrácení riskuje, že nedostatečně vytvrzené součásti neprojdou testováním odolnosti. Výrobci obvykle provádějí zkušební šarže s různou dobou vytvrzování, aby identifikovali optimální rovnováhu mezi kvalitou a účinností cyklu pro každou konkrétní směs.
Tipy na údržbu pro dlouhodobý výkon stroje
Rutinní údržba zajišťuje, že stroj na vstřikování pryže funguje efektivně a pomáhá vyhnout se neplánovaným prostojům, které mohou narušit výrobní plány. Zavedení konzistentní rutiny údržby také prodlužuje životnost kritických součástí, jako jsou šrouby, válce a formy.
Každodenní úkoly by měly zahrnovat čištění zbytkové pryže z povrchu trysky a formy, protože usazeniny mohou způsobit defekty v následných částech a zvýšit opotřebení dutin formy. Týdenní kontroly by měly ověřit hladiny hydraulické kapaliny a zkontrolovat těsnost těsnění, protože poruchy hydraulického systému patří mezi nejčastější příčiny neočekávaných prostojů stroje.
Pravidelná kontrola topných článků a teplotních senzorů zajišťuje přesné údaje, protože vadné senzory mohou tiše způsobit problémy s kvalitou dlouho předtím, než spustí viditelnou poruchu. Vedení podrobných záznamů o údržbě také pomáhá identifikovat vzorce opotřebení v průběhu času, což umožňuje manažerům závodu plánovat výměny dílů proaktivně, spíše než reaktivně reagovat na poruchy.