Co je to tekutý silikonový upínací stroj a proč na tom záleží?
A tekutý silikonový upínací stroj — běžně označovaný jako vstřikovací lis LSR (Liquid Silicone Rubber) s integrovaným upínacím systémem — je specializované výrobní zařízení určené ke zpracování dvousložkového tekutého silikonového kaučuku na přesné lisované díly. Na rozdíl od konvenčních vstřikovacích lisů na termoplasty musí stroje LSR zpracovávat materiál, který je za studena přiváděn do vyhřívané dutiny formy, kde podléhá spíše vulkanizační (vytvrzovací) reakci než tuhnutí na bázi chlazení. Upínací jednotka hraje v tomto procesu kritickou roli tím, že udržuje přesnou a konzistentní uzavírací sílu formy během vstřikování, plnění a vytvrzovacích cyklů – zabraňuje vzplanutí, zajišťuje rozměrovou přesnost a chrání formu před poškozením způsobeným vnitřním vstřikovacím tlakem.
Důležitost upínacího systému je zesílena při zpracování tekutého silikonu, protože LSR má extrémně nízkou viskozitu ve srovnání s termoplasty – často v rozsahu 100 000 až 300 000 mPa·s před vytvrzením. Tato nízká viskozita znamená, že materiál snadno teče do nejmenších mezer mezi dělicími plochami formy, takže i malé nedostatky upínací síly jsou okamžitě viditelné jako defekty na povrchu součásti. Správně specifikovaný a kalibrovaný upínací stroj toto riziko eliminuje a zároveň umožňuje konfigurace nástrojů s vysokou dutinou, které maximalizují efektivitu výroby.
Základní komponenty a jak funguje upínací systém
Pochopení architektury stroje na upínání forem z tekutého silikonu pomáhá výrobcům činit informovaná nákupní a provozní rozhodnutí. Stroj se skládá ze dvou integrovaných subsystémů: vstřikovací jednotky, která odměřuje, míchá a vstřikuje dvousložkový LSR, a upínací jednotky, která řízenou silou otevírá, zavírá a zamyká formu. Pro aplikace tekutého silikonu musí oba subsystémy splňovat standardy podstatně náročnější než ty pro standardní termoplastické stroje.
Upínací jednotka
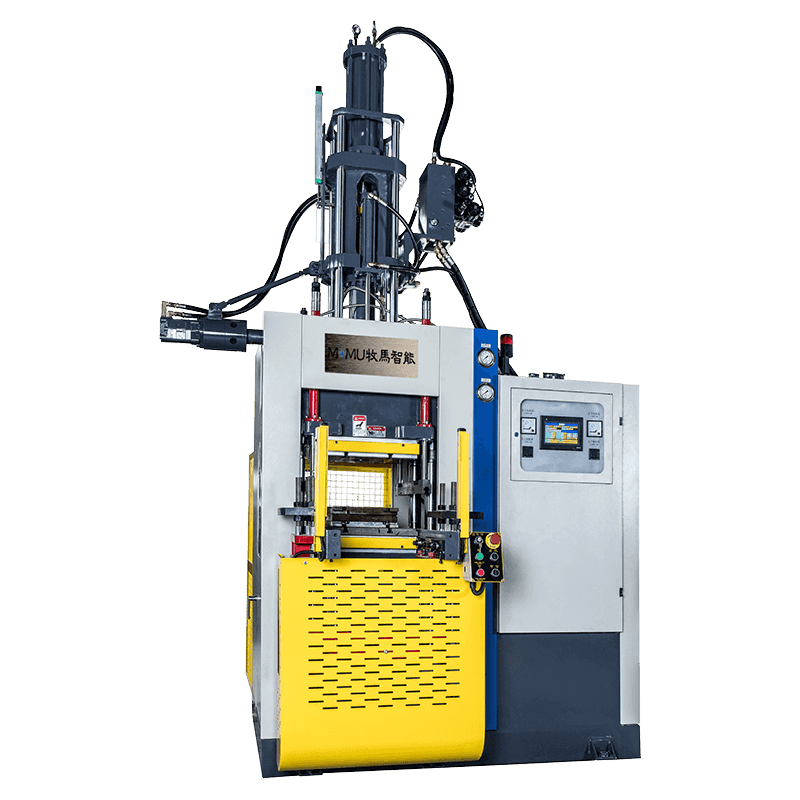
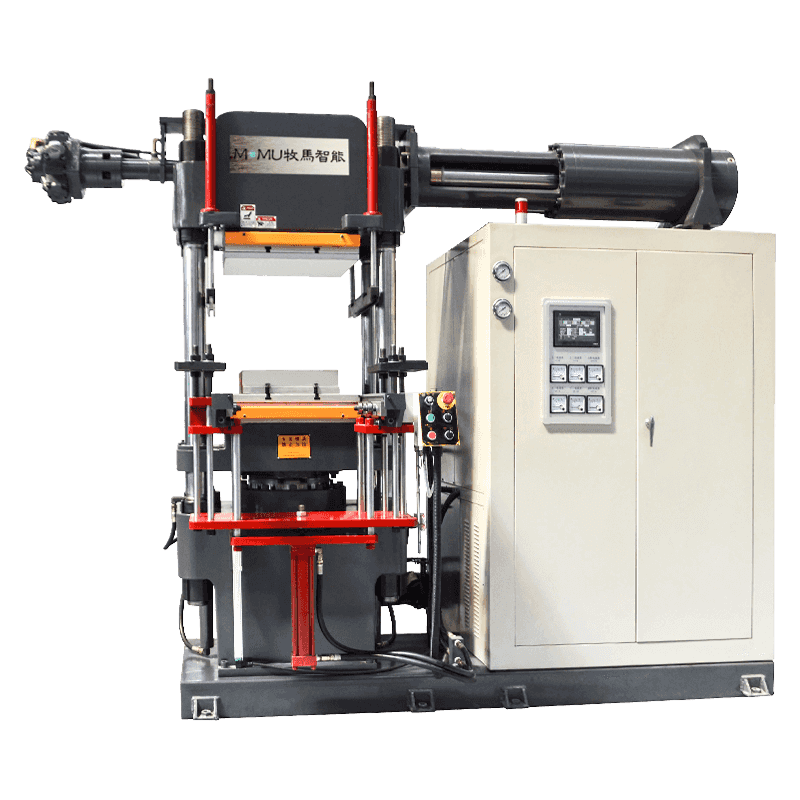
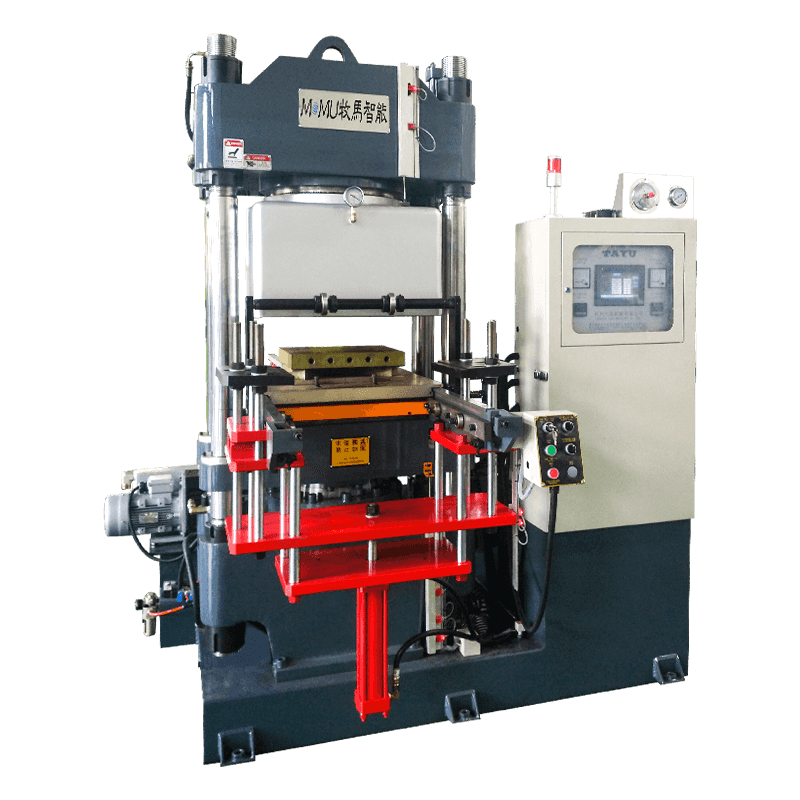
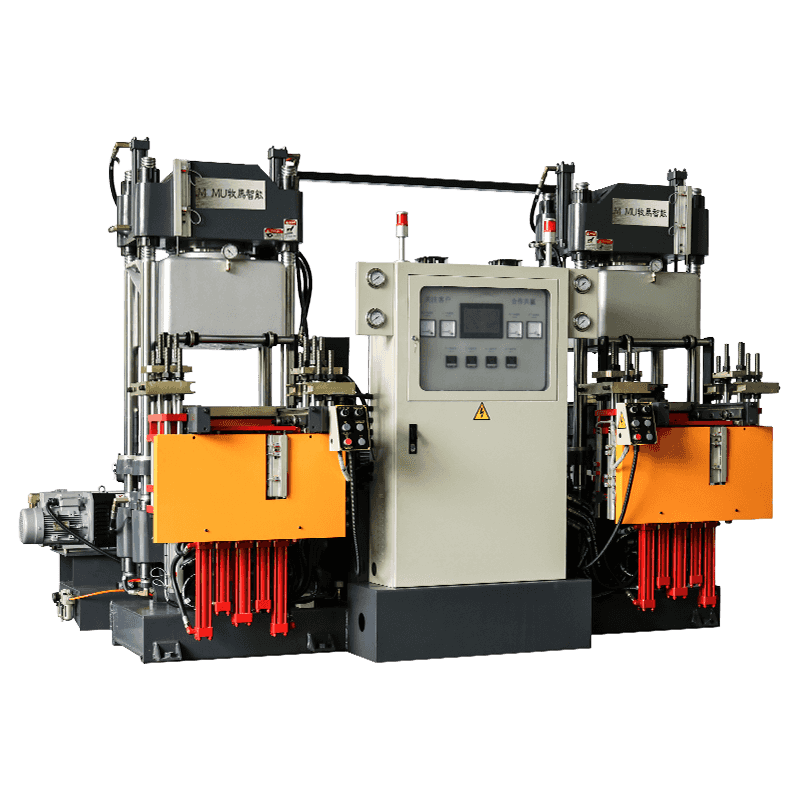
Upínací jednotka se skládá ze stacionární desky, pohyblivé desky, spojovacích tyčí (nebo rámu bez spojovacích tyčí u některých provedení) a upínacího pohonu – který může být hydraulický, překlápěcí mechanický nebo servoelektrický v závislosti na konstrukci stroje. Pohyblivá deska se pohybuje podél spojovacích tyčí nebo vodítek rámu pro otevírání a zavírání formy. Jakmile je forma zcela uzavřena, upínací pohon aplikuje jmenovitou upínací sílu – měřenou v kilonewtonech (kN) nebo tunách – k zajištění polovin formy k sobě proti vstřikovacímu tlaku, který je při plnění materiálu od sebe oddělí.
Pro zpracování LSR musí upínací jednotka také pojmout vyhřívanou formu (obvykle udržovanou na 170–220 °C), zatímco vstřikovací systém zůstává studený (5–15 °C). Tento tepelný kontrast znamená, že konstrukce rámu stroje a desky musí zohledňovat rozdílnou tepelnou roztažnost, aby byla zachována rovnoběžnost a konzistentní rozložení upínací síly napříč čelem formy – což je kritické pro dosažení jednotných dílů bez výronů u nástrojů s více dutinami.
Vstřikovací a dávkovací jednotka
Vstřikovací jednotka pro stroje LSR se zásadně liší od termoplastických jednotek. Skládá se z dvousložkového čerpacího a dávkovacího systému – typicky v objemovém poměru 1:1 složky A (základní polymer) a složky B (síťovadlo/katalyzátor) – kombinované ve statickém nebo dynamickém mísiči před vstupem do studeného válce a vstřikovacího šneku. Systémy dávkování pigmentů lze integrovat do řady pro barevné díly LSR. Vstřikovací šnek je chlazen, aby se zabránilo předčasné vulkanizaci v hlavni, a tryska obsahuje jehlový uzavírací ventil, který zabraňuje slintání mezi výstřely.
Klíčové technické specifikace, které je třeba vyhodnotit při výběru stroje
Výběr tekutého silikonového upínacího stroje vyžaduje pečlivé vyhodnocení několika vzájemně závislých technických parametrů. Poddimenzování jakékoli jednotlivé specifikace vzhledem k vašim požadavkům na nástroje a výrobu může mít za následek přetrvávající problémy s kvalitou nebo poškození stroje. Následující tabulka shrnuje nejkritičtější specifikace a jejich praktický význam:
| Specifikace | Typický rozsah | Proč na tom záleží |
| Upínací síla | 50 – 4 000 kN | Musí překročit projektovaný tlak v dutině, aby se zabránilo vzplanutí |
| Velikost desky | 200×200 mm – 1000×1000 mm | Určuje maximální rozměry základny formy |
| Otevření denním světlem | 200 – 800 mm | Musí se přizpůsobit výšce formy a zdvihu vyjmutí z formy |
| Objem vstřiku | 2 – 3 000 cm³ | Musí odpovídat celkové hmotnosti střely včetně běžců |
| Přesnost měření | ±0,5 % nebo lepší | Zajišťuje konzistentní poměr A:B a rovnoměrnost vytvrzování |
| Kontrola teploty formy | Až 250°C | Řídí rychlost vytvrzování a kvalitu dílů |
| Teplota hlavně/trysky | 5 – 20 °C (chlazený) | Zabraňuje předčasné vulkanizaci v krmném systému |
| Typ upínacího pohonu | Hydraulický / Přepínací / Servoelektrický | Ovlivňuje přesnost, spotřebu energie a nároky na údržbu |
Hydraulické vs. přepínací vs. plně elektrické upínání: Výběr správného pohonu
Volba typu upínacího pohonu je jedním z nejdůslednějších rozhodnutí při specifikaci stroje na upínání forem z tekutého silikonu. Každá technologie pohonu nabízí odlišnou sadu kompromisů, pokud jde o konzistenci síly, energetickou účinnost, přesnost a požadavky na údržbu – z nichž všechny mají významné důsledky pro zpracování LSR konkrétně.
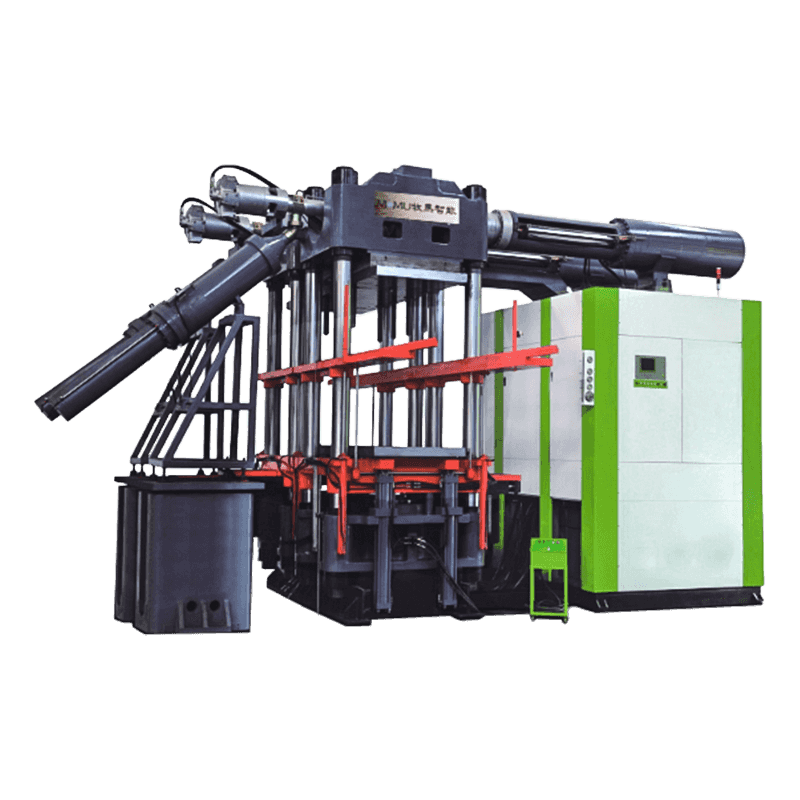
Hydraulické upínání
Hydraulické upínací systémy používají tlakový olej k přímému ovládání upínacího válce. Nabízejí vysoké upínací síly v kompaktních rámech strojů, díky čemuž se dobře hodí pro velkotonážní stroje LSR vyrábějící díly s velkými rozměry, jako jsou automobilová těsnění, těsnění nebo velká pouzdra lékařských přístrojů. Hydraulické systémy poskytují plynulé, nepřetržité působení síly a jsou relativně tolerantní k nesouososti formy. Neustále však spotřebovávají energii k udržení hydraulického tlaku, generují teplo, které je třeba řídit, a vyžadují pravidelnou údržbu hydraulické kapaliny a kontroly těsnění, aby se zabránilo kontaminaci – problém při výrobě LSR v čistých prostorách pro lékařské aplikace nebo aplikace pro styk s potravinami.
Přepnout upínání
Překlápěcí mechanismy používají mechanický spojovací systém poháněný hydraulickým nebo servopohonem k geometrickému znásobení síly, když se páky blíží do své plně vysunuté (zamčené) polohy. Tato konstrukce poskytuje velmi vysokou upínací sílu na konci zdvihu s poměrně malým úsilím pohonu, díky čemuž je energeticky účinná pro aplikace s vysokým cyklem. Kloubové stroje jsou široce používány ve střední až velké výrobě LSR a nabízejí rychlé doby sušení. Primárním omezením je, že upínací síla je citlivá na výšku formy – při výměně formy je nutné provést přesné úpravy, aby se zajistilo, že páčka dosáhne plného vysunutí ve správném bodě uzavření formy, což vyžaduje pečlivé nastavení.
All-elektrické (servo-elektrické) upínání
Plně elektrické upínací stroje používají servomotory pohánějící mechanismy kuličkových šroubů k otevírání, zavírání a aplikaci upínací síly. Tato technologie poskytuje nejvyšší úroveň opakovatelnosti a polohové přesnosti – kritickou pro díly LSR s vysokou tolerancí používané v lékařských zařízeních, optických součástech a aplikacích mikrotvarování. Plně elektrické stroje spotřebovávají energii pouze v pohybu, nevytvářejí žádné hydraulické teplo a nevytvářejí žádné riziko kontaminace olejem, což z nich činí preferovanou volbu pro prostředí čistých prostor třídy ISO. Jejich vyšší počáteční pořizovací cena je obvykle časem kompenzována nižšími provozními náklady, sníženou údržbou a vynikající konzistentností procesů.

Odvětví a aplikace, které se spoléhají na upínací stroje LSR
Stroje na upínání forem z tekutého silikonu slouží v pozoruhodně rozmanité řadě průmyslových odvětví, které jsou poháněny jedinečnou kombinací biokompatibility, tepelné stability, elektrické izolace a odolnosti LSR. Pochopení toho, která průmyslová odvětví nejvíce spoléhají na tuto technologii, pomáhá uvést do kontextu požadavky na výkon strojů, které jsou v každém odvětví nejdůležitější.
- Lékařská zařízení a zdravotní péče: LSR je v souladu s FDA, autoklávovatelný a biokompatibilní, takže je nepostradatelný pro výrobu dýchacích masek, součástí katetrů, ventilových membrán, těsnění injekčních stříkaček, ušních koncovek pro naslouchátka a rukojetí chirurgických nástrojů. Stroje používané v tomto sektoru musí splňovat standardy kompatibility čistých prostor a poskytovat plnou sledovatelnost procesních parametrů.
- Automobilový průmysl: Těsnicí systémy, manžety zapalovacích svíček, těsnění konektorů a pouzdra snímačů vyrobená z LSR vyžadují velkosériovou výrobu s přísnými rozměrovými tolerancemi. Vícedutinové nástroje pro horké vtoky běžící na velkotonážních upínacích strojích jsou standardem v zařízeních dodavatelů automobilové úrovně 1.
- Produkty pro kojence a kojence: Dudlíky na láhve, dudlíky, kousací kroužky a příslušenství pro krmení jsou vyráběny z potravinářského LSR na strojích ověřených pro splnění bezpečnostních norem, jako je FDA 21 CFR a EU 10/2011 pro materiály přicházející do styku s potravinami.
- spotřební elektronika: Vodotěsné těsnění pro chytré telefony, chytré hodinky a sluchátka; membrány spínačů klávesnice; a součásti nositelného zařízení pro kontakt s pokožkou jsou stále častěji vyráběny z LSR kvůli jeho odolnosti a hmatovým vlastnostem.
- Průmyslové těsnění a kontrola kapalin: O-kroužky, membrány a zakázková těsnění pro čerpadla, ventily a zařízení pro chemické zpracování těží z odolnosti LSR vůči extrémním teplotám (-60 °C až 230 °C), UV záření a agresivním chemikáliím.
Procesní parametry, které přímo ovlivňují výkon upnutí a kvalitu dílu
I ten nejpřesněji specifikovaný stroj na upínání tekutých silikonových forem vyrobí vadné díly, pokud nejsou správně nastaveny a udržovány procesní parametry. Lisování LSR je citlivé na shluk vzájemně souvisejících proměnných, které musí operátoři a procesní inženýři nepřetržitě monitorovat a optimalizovat.
- Upínací síla vs. projektovaná plocha dutiny: Vypočítejte požadovanou upínací sílu vynásobením celkové projektované plochy všech dutin a žlábků (v cm²) průměrným vstřikovacím tlakem (v kN/cm²). Použijte bezpečnostní faktor 1,2–1,5 pro zohlednění tlakových špiček během plnění. Nedostatečná upínací síla má za následek blesk; nadměrná síla může časem poškodit dělicí plochy formy.
- Rovnoměrnost teploty formy: Nerovnoměrné zahřívání formy vede k proměnlivým rychlostem vytvrzování v dutině, čímž vznikají díly s nekonzistentní tvrdostí, povrchovou úpravou nebo rozměrovou přesností. Před zahájením výroby ověřte rovnoměrnost teploty na celé ploše formy pomocí tepelného zobrazování.
- Rychlost a tlak vstřikování: Nízká viskozita LSR znamená, že rychle vyplňuje dutiny. Rychlost vstřikování musí být řízena, aby se zabránilo zachycení vzduchu a defektům tryskání, zejména u tenkostěnných nebo složitých geometrických dílů. Programovatelné vícestupňové vstřikovací profily umožňují snížení rychlosti při kritických přechodech plnění.
- Optimalizace doby vytvrzování: Doba vytvrzování je funkcí teploty formy, tloušťky stěny součásti a aktivační energie specifické třídy LSR. Nedostatečné vytvrzení zanechává části lepkavé a mechanicky slabé; nadměrné vytvrzování zkracuje dobu cyklu a může způsobit tepelnou degradaci tenkých řezů. Použijte studie doby vytvrzování s měřením tvrdosti ke stanovení minimální efektivní doby vytvrzování pro každou kombinaci nástroje a materiálu.
- Vakuové odvětrání: Mnoho forem LSR je vybaveno vakuovými systémy, které odvádějí vzduch z dutiny bezprostředně před vstřikováním. To je zvláště důležité pro malé dutiny, slepé kapsy nebo díly s přísnými kosmetickými požadavky, protože zachycený vzduch způsobuje dutiny, krátké výstřely a poréznost povrchu, které samotná upínací síla nemůže zabránit.
Údržba a dlouhá životnost: Ochrana investic do vašeho stroje
Stroj na upínání forem z tekutého silikonu představuje značnou kapitálovou investici – základní stroje začínají kolem 80 000 USD, zatímco plně vybavené plně elektrické systémy s vícesložkovým měřením a integrací do čistých prostor mohou přesáhnout 500 000 USD. Implementace programu disciplinované preventivní údržby je nezbytná pro ochranu této investice, minimalizaci neplánovaných prostojů a udržení kvality výroby po dobu provozní životnosti stroje.
- Denní proplachování dávkovacího a směšovacího systému: Na konci každé výrobní směny propláchněte mixér, statický míchací prvek a trysku, abyste zabránili vytvrzení LSR uvnitř podávacího systému. Vytvrzené silikonové blokády ve statických mixérech jsou hlavní příčinou neplánovaných odstávek a mohou vyžadovat nákladnou demontáž a čištění.
- Kontroly rovnoběžnosti spojovací tyče a desky: Pomocí číselníkových úchylkoměrů měřte v pravidelných intervalech rovnoběžnost desek. Ztráta rovnoběžnosti – způsobená opotřebením spojovací tyče, nerovnoměrným upínacím zatížením nebo tepelnými vlivy – vede k nestejnoměrným vzorům záblesků napříč vícedutinovými nástroji a může být chybně diagnostikována jako problém nástroje, pokud nejprve není ověřena geometrie stroje.
- Kontrola chladicího systému hlavně a trysek: Ověřte, že průtok chlazené vody chladicím pláštěm sudu zůstává v rámci specifikovaných parametrů. Ztráta chladicí kapacity umožňuje LSR začít vulkanizovat v podávací zóně, což způsobuje nevyrovnanou hmotnost výstřelu a špičky točivého momentu šroubu, které mohou poškodit součásti pohonu.
- Kalibrace servopohonu a enkodéru: U plně elektrických strojů ověřte přesnost zpětné vazby kodéru servomotoru a předpětí kuličkového šroubu v naplánovaných intervalech. Posun kodéru nebo opotřebení kuličkového šroubu zavádí chyby polohy při aplikaci upínací síly, které nemusí být okamžitě viditelné na kvalitě dílu, ale časem se nahromadí ve významné vady.
Pro výrobce, kteří se zavázali k přesnosti, konzistenci a škálovatelnosti při výrobě tekutého silikonového kaučuku, je investice do správného stroje na upínání forem na tekutý silikon – správně specifikovaného, správně nainstalovaného a pečlivě udržovaného – jediným nejpůsobivějším rozhodnutím při zřizování konkurenceschopného lisování LSR schopného splnit náročné standardy dnešních lékařských, automobilových a spotřebitelských trhů.