Co je to vakuový vulkanizační stroj a jak funguje?
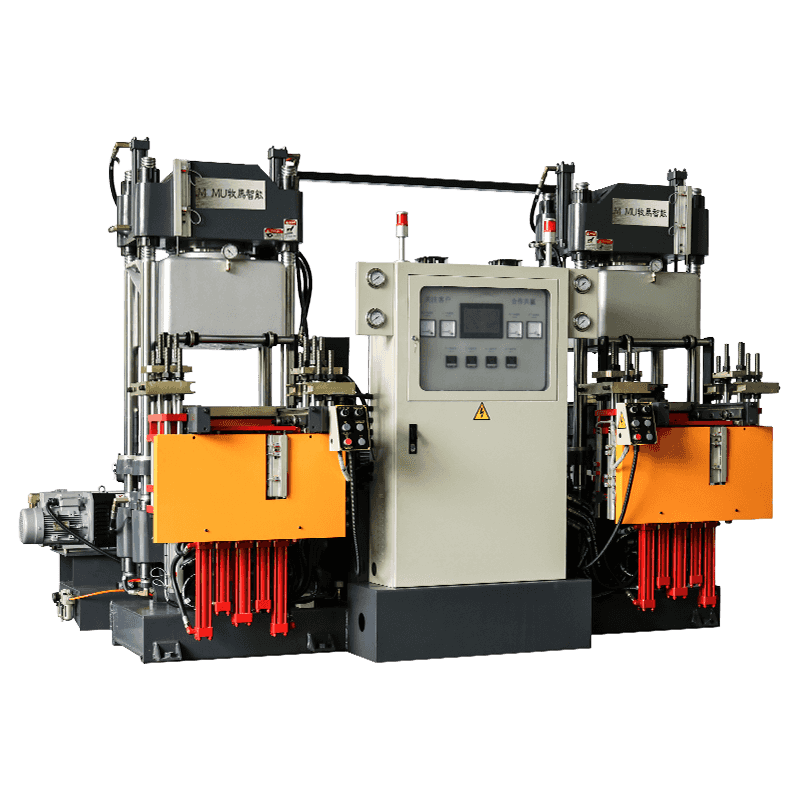
Vakuový vulkanizační stroj na pryž je specializované průmyslové zařízení používané k vytvrzování pryžových směsí za kontrolovaného tepla a tlaku ve vakuovém prostředí. Vulkanizace je chemický proces, který přeměňuje surový nebo směsný kaučuk z měkkého, poddajného stavu na trvanlivý, elastický a tepelně odolný materiál vytvořením příčných vazeb mezi polymerními řetězci – obvykle pomocí tužidel na bázi síry nebo peroxidu. Vakuová složka je to, co odlišuje tento stroj od standardních lisovacích vulkanizérů. Odsáváním vzduchu z dutiny formy před a během vytvrzovacího cyklu stroj eliminuje zachycené vzduchové kapsy a plyny, které by jinak způsobily poréznost, dutiny nebo povrchové vady hotového pryžového produktu.
Stroj pracuje prostřednictvím sekvence automatizovaných fází: plnění formy, vakuování, aplikace tlaku, vytvrzování teplem a uvolnění formy. Ohřev se typicky dosahuje elektrickými deskami nebo parou vyhřívanými deskami, které rovnoměrně přenášejí teplo do pryžové směsi. Vakuové čerpadlo připojené k utěsněné komoře formy stáhne vnitřní tlak dolů – běžně na -0,08 MPa až -0,1 MPa – předtím, než se lis uzavře a aplikuje upínací sílu. Tato kombinace vakua, tepla a mechanického tlaku zajišťuje, že složité geometrie formy jsou zcela vyplněny a že vytvrzený díl splňuje specifikace rozměrů a kvality povrchu.

Odvětví a aplikace, které spoléhají na vakuovou vulkanizaci
Vakuové vulkanizační stroje na pryž jsou nasazeny v celé řadě průmyslových odvětví, kde je kvalita a konzistence pryžových dílů nesmlouvavá. Automobilový sektor je jedním z největších uživatelů a spoléhá na tyto stroje při výrobě těsnění, těsnění, O-kroužků, tlumičů vibrací a komponentů pro manipulaci s kapalinami, které musí spolehlivě fungovat v náročných tepelných a mechanických podmínkách. V leteckém průmyslu se vakuová vulkanizace používá pro přesné pryžové součásti, kde by i mikroskopické dutiny mohly ohrozit integritu kritických těsnících systémů.
Průmysl lékařských zařízení používá vakuové vulkanizační stroje k výrobě silikonových a speciálních pryžových dílů, které musí splňovat přísné normy biokompatibility a rozměrové tolerance. Výrobci elektroniky je používají k výrobě izolačních součástí a držáků pro izolaci vibrací. Obuvnický průmysl používá technologii pro lepení podešví a lisované pryžové komponenty. V každém případě je vakuové prostředí zásadní pro dosažení povrchové úpravy, vnitřní hustoty a mechanického výkonu, které standardní lisová vulkanizace nemůže spolehlivě zajistit.
Klíčové parametry procesu a jak je ovládat
Výroba konzistentních dílů z vulkanizované pryže bez defektů vyžaduje přesné řízení několika vzájemně závislých procesních parametrů. Pochopení toho, co každý parametr dělá – a jak odchylky ovlivňují výstup – je zásadní pro efektivní provoz vakuového vulkanizačního stroje.
Teplota vulkanizace
Teplota je primární hnací silou vulkanizační reakce. Většina pryžových směsí vytvrzuje v rozmezí 150 °C až 200 °C, přičemž konkrétní optimální teplota závisí na složení směsi a použitém systému vytvrzování. Příliš nízká teplota má za následek nedostatečné vytvrzení – pryž bude měkká, slabá a může vykazovat lepivost nebo neúplné zesíťování. Příliš vysoká teplota způsobuje přetvrzování nebo reverzi, kdy polymerní síť degraduje a kaučuk ztrácí pevnost a elasticitu. Rovnoměrnost teploty desky na povrchu formy je stejně důležitá; teplotní gradienty větší než pět až deset stupňů Celsia napříč formou mohou způsobit nerovnoměrné vytvrzení a rozdílné smrštění.
Doba vytvrzování
Doba vytvrzování je určena reologickými údaji sloučeniny – konkrétně hodnotou T90 z testu reometru s pohyblivou matricí (MDR), která udává čas potřebný k dosažení devadesáti procent maximálního točivého momentu (hustoty zesíťování) při cílové teplotě. Doba vytvrzování se obvykle pohybuje od dvou do třiceti minut v závislosti na typu směsi, tloušťce součásti a teplotě. U silných profilů je třeba započítat dodatečný čas, aby teplo proniklo do jádra. Použití příliš krátké doby vytvrzování je jedním z nejčastějších zdrojů polních poruch u pryžových výrobků.
Úroveň a časování vakua
Před uzavřením lisu a zahájením vytvrzování musí vakuum dosáhnout cílové úrovně. Většina operací cílí na úroveň vakua -0,095 MPa až -0,1 MPa. Doba evakuace – obvykle patnáct až šedesát sekund – musí být dostatečná k úplnému vytlačení vzduchu z dutiny formy i z jakýchkoli ventilačních kanálů. Pokud je cyklus vakuového čerpadla příliš krátký, zbytkový vzduch bude při zavření lisu spíše stlačen než odstraněn, což způsobí podpovrchové dutiny. Pravidelné testování výkonu čerpadla a kontrola netěsností ve vakuovém potrubí a těsnění formy je zásadní pro udržení konzistentní kvality odsávání.
Upínací tlak
Upínací tlak udržuje poloviny formy utěsněné během vulkanizace a stlačuje pryžovou směs, aby zcela vyplnil geometrii dutiny. Nedostatečný upínací tlak umožňuje vytvoření výronu na dělicí čáře a může vést k nedostatečně vyplněným sekcím. Nadměrný tlak může poškodit formy nebo způsobit vytlačení směsi z dutiny dříve, než dojde ke gelovatění. Typické upínací tlaky pro vulkanizaci pryže se pohybují od 10 do 25 MPa v závislosti na viskozitě směsi a geometrii součásti.
Běžné závady a jak je diagnostikovat
I u dobře kalibrovaných strojů se mohou objevit vady na vulkanizovaných pryžových dílech. Rychlá identifikace hlavní příčiny minimalizuje zmetkovitost a prostoje ve výrobě. Následující tabulka shrnuje nejčastěji se vyskytující závady a jejich pravděpodobné příčiny:
| Defekt | Pravděpodobná příčina | Nápravné opatření |
| Pórovitost / vnitřní dutiny | Nedostatečné vakuum nebo doba evakuace | Zkontrolujte výkon čerpadla; prodloužit dobu evakuace |
| Povrchové puchýře | Vlhkost ve směsi nebo plísni | Předsušit směs; vyčistit a předehřát formu |
| Nedostatečné vytvrzení (měkké části) | Nízká teplota nebo nedostatečná doba vytvrzení | Ověřte kalibraci teploty desky; prodloužit dobu vytvrzení |
| Nadměrný Flash | Nízký upínací tlak nebo opotřebená dělicí linka formy | Zvyšte tonáž lisu; zkontrolovat a zrenovovat formu |
| Krátký záběr / Nevyplněné oblasti | Nedostatečná hmotnost směsi | Přepočítat hmotnost náboje; upravit složený předlisek |
| Rozměrová variace | Nekonzistentní teplota nebo upínací síla | Kalibrace senzorů; provádět pravidelnou údržbu lisu |
Jak vybrat správný vakuový vulkanizační stroj
Výběr správného stroje vyžaduje přizpůsobení specifikací zařízení požadavkům vaší konkrétní výrobní aplikace. Klíčová hodnotící kritéria zahrnují velikost desky, tonáž lisu, kapacitu vakuového systému, teplotní rozsah a sofistikovanost řídicího systému.
- Velikost desky musí pojmout největší formu, kterou hodláte provozovat, s dostatečnou rezervou pro udržení rovnoměrného rozložení teploty. Standardní velikosti desek se pohybují od 200 mm × 200 mm pro výrobu malých dílů až po 1000 mm × 1000 mm nebo větší pro průmyslové aplikace.
- Tonáž lisu musí odpovídat projektované ploše vaší formy a viskozitě vaší pryžové směsi. Jako obecné vodítko vypočítejte požadovanou sílu vynásobením projektované plochy dutiny formy cílovým upínacím tlakem a poté přidejte bezpečnostní rezervu alespoň dvacet procent.
- Kapacita vakuové pumpy – měřená v litrech za minutu – by měla být dostatečná k evakuaci komory formy na cílovou úroveň vakua během patnácti až třiceti sekund. Větší objemy forem vyžadují čerpadla s vyšší kapacitou, aby se zabránilo prodloužení doby cyklu.
- Teplotní rozsah a specifikace stejnoměrnosti by měly být ověřeny podle požadavků na vytvrzování vaší směsi. Většina strojů pro všeobecné použití pracuje až do 200 °C, zatímco speciální stroje pro vysokoteplotní silikonové nebo fluoroelastomerní sloučeniny mohou vyžadovat 250 °C nebo vyšší.
- Schopnost řídicího systému určuje, jak velké flexibility procesů a protokolování dat můžete dosáhnout. Programovatelné logické řídicí jednotky (PLC) s rozhraním dotykové obrazovky umožňují vícestupňové vytvrzovací profily, automatizované vakuové sekvenování a ukládání záznamů o výrobě – to vše je cenné pro řízení kvality a opakovatelnost procesů.
Běžné postupy údržby, které chrání výkon stroje
Vakuový vulkanizační stroj představuje významnou kapitálovou investici a důsledná údržba je nezbytná pro ochranu této investice při zajištění spolehlivosti výroby. Vakuový systém vyžaduje největší pozornost – olej ve vakuové pumpě by měl být kontrolován a vyměňován podle plánu výrobce, obvykle každé tři až šest měsíců za podmínek nepřetržité výroby. Spoje vakuového potrubí, těsnění a těsnění forem by měly být kontrolovány každý týden, zda nejsou opotřebené nebo netěsné, protože i malé netěsnosti výrazně snižují výkon odsávání.
Teplotní snímače a tlakové snímače přítlačné desky by měly být kalibrovány čtvrtletně pomocí certifikovaných referenčních přístrojů, aby bylo zajištěno, že zobrazené hodnoty stroje odrážejí skutečné podmínky procesu. Hladiny hydraulické kapaliny a stav filtrů by měly být monitorovány měsíčně. Povrchy forem by měly být očištěny po každé výrobě, aby se zabránilo nahromadění zbytků pryže, které mohou způsobit lepení, povrchové vady na následných dílech a zrychlené opotřebení formy. Vedení podrobného deníku údržby – zaznamenávání všech kontrol, výměn kapalin, kalibrací a poruchových událostí – poskytuje historická data potřebná k identifikaci vznikajících problémů dříve, než způsobí neplánované odstávky.
Maximalizace kvality výstupu a efektivity výroby
Kromě výběru a údržby stroje, dosažení trvale vysoké výstupní kvality z a vakuový vulkanizační stroj na pryž záleží na disciplíně procesu. Standardizace přípravy směsi – včetně konzistentní hmotnosti předlisku, tvaru a umístění ve formě – eliminuje jeden z nejběžnějších zdrojů variací mezi díly. Správné a důsledné používání separačních prostředků zabraňuje slepování, aniž by došlo ke kontaminaci pryžového povrchu nebo ovlivnění lepení kompozitních dílů. Vytvoření dokumentovaných receptur vytvrzování pro každý produkt a uzamčení těchto receptur v řídicím systému stroje zabraňuje náhodným změnám parametrů, které vedou k nevyhovující výrobě.
Metody statistického řízení procesu (SPC) aplikované na klíčová výstupní měření – hmotnost dílu, kritické rozměry a tvrdost – poskytují včasné varování, když dojde k posunu procesu, což umožňuje nápravná opatření dříve, než vznikne velké množství odpadu. Pro velkoobjemové operace umožňuje integrace datového výstupu stroje se systémem pro provádění výroby (MES) monitorování a sledovatelnost výroby v reálném čase, což je stále více vyžadováno zákazníky z automobilového průmyslu a zdravotnictví jako součást požadavků na kvalitu jejich dodavatelů. Zacházet s vulkanizačním strojem jako s přesným nástrojem spíše než s lisem na komodity je způsob myšlení, který odděluje trvale vysoce výkonné gumárenské operace od těch, které bojují s chronickými problémy s kvalitou a výtěžností.