Co je to vstřikovací lis LSR?
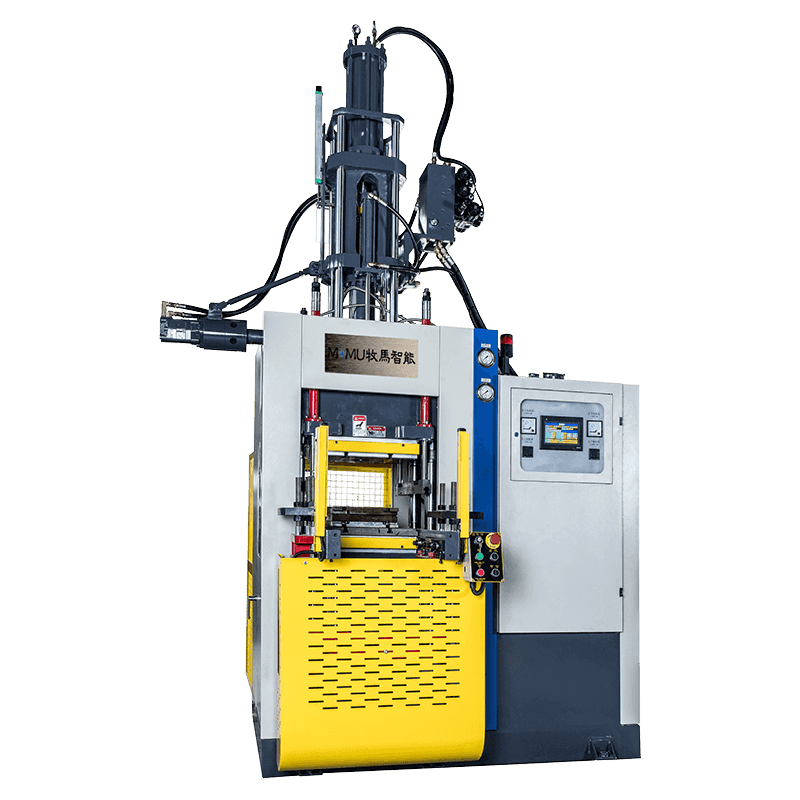
An Vstřikovací lis LSR je specializovaný výrobní systém určený ke zpracování tekutého silikonového kaučuku (LSR) na přesné lisované díly prostřednictvím uzavřeného, automatizovaného vstřikovacího cyklu. Na rozdíl od termoplastického vstřikování, které roztaví pevné pelety a vstřikuje je do chlazené formy, LSR formování funguje obráceně: dvousložkový tekutý silikon je během vstřikování udržován v chladu a poté vytvrzen uvnitř zahřáté formy prostřednictvím vulkanizační reakce katalyzované platinou. Tento zásadní rozdíl v chování materiálu řídí téměř každé konstrukční rozhodnutí ve strojích specifických pro LSR – od bubnu s řízenou teplotou a dávkovacího systému až po konstrukci upínací jednotky a formy.
Stroje LSR se používají v celé řadě průmyslových odvětví, kde je vyžadována kombinace flexibility, tepelné stability, biokompatibility a chemické odolnosti silikonu. Mezi nejběžnější aplikace patří lékařská zařízení, výrobky pro kojence, automobilová těsnění, součástky spotřební elektroniky a průmyslové membrány. Pochopení principů práce stroje, klíčových subsystémů a výběrových kritérií je zásadní pro inženýry a odborníky na nákup, kteří hodnotí výrobní kapacitu LSR.
Jak funguje vstřikování LSR: hlavní proces
LSR se dodává jako dvousložkový systém: Složka A obsahuje základní polymer a platinový katalyzátor, zatímco složka B obsahuje síťovadlo a inhibitor. Tyto dvě složky jsou uloženy v samostatných bubnech a přiváděny přes dávkovací a míchací jednotku – obvykle statický mixér – který je spojuje v přesném objemovém poměru 1:1. Zachování přesné přesnosti poměru je kritické, protože jakákoli odchylka mění chemii vytvrzování a vytváří díly s nekonzistentní tvrdostí, neúplným vytvrzením nebo lepkavostí povrchu.
Po smíchání je kombinovaný LSR vstřikován do vyhřívané formy – obvykle udržované mezi 160 °C a 220 °C – kde platinový katalyzátor pohání rychlé zesítění. Doba vytvrzování závisí na geometrii dílu, tloušťce stěny a teplotě formy, ale většina výrobních cyklů se pohybuje od několika sekund u tenkostěnných dílů po několik minut u silnějších dílů. Protože se vytvrzený silikon při zesíťování mírně smršťuje, návrh formy musí počítat s touto rozměrovou změnou, aby byly zachovány úzké tolerance v hotové součásti.
Samotná vstřikovací jednotka musí být chlazena – obvykle vodou chlazená na přibližně 10–15 °C – aby se zabránilo předčasnému vytvrzení v hlavni před tím, než výstřel dosáhne formy. Tento systém studeného vtoku, často rozšířený do vtokového kanálu a geometrie žlabu uvnitř formy, minimalizuje plýtvání materiálem tím, že udržuje LSR v jeho nevytvrzeném kapalném stavu až k vtoku, a pak umožňuje teplotnímu rozdílu mezi studeným vtokem a horkou dutinou formy spouštět vytvrzování přesně tam, kde je to potřeba.
Klíčové subsystémy vstřikovacího lisu LSR
Dávkovací a dávkovací jednotka
Měřicí jednotka je nejkritičtějším subsystémem jedinečným pro zpracování LSR. Čerpá dva komponenty LSR z tlakových bubnů pomocí pneumaticky nebo servopoháněných pístových čerpadel, udržuje přesný objemový poměr během výstřiku a dodává smíchaný materiál do vstřikovací jednotky bez přivádění vzduchu. Špičkové dávkovací systémy dosahují přesnosti poměru v rozmezí ±0,5 % napříč výrobními sériemi a zahrnují nepřetržité monitorovací senzory, které spouštějí alarmy, pokud se poměr odchyluje nad nastavenou toleranci. Statický mixér – pasivní spirálový prvek, přes který jsou přiváděny obě složky – dosahuje homogenního míchání bez pohyblivých částí, což snižuje nároky na údržbu ve srovnání s alternativami dynamického míchání.

Vstřikovací jednotka
Vstřikovací jednotka pro LSR se od termoplastických jednotek liší v několika důležitých ohledech. Geometrie šroubu využívá malou hloubku letu a nízký kompresní poměr, aby se zabránilo generování třecího tepla, které by předčasně vytvrdilo materiál v hlavni. Celá hlaveň je opláštěna okruhem vodního chlazení. Rychlost a tlak vstřikování jsou řízeny servomotorem, aby byla zajištěna konzistentní charakteristika plnění při každém výstřelu, a vstřikovací jednotka obvykle pracuje při výrazně nižších tlacích než termoplastické systémy – obvykle mezi 500 a 1 500 bar – protože nízká viskozita LSR vyžaduje menší sílu k vyplnění dutiny formy.
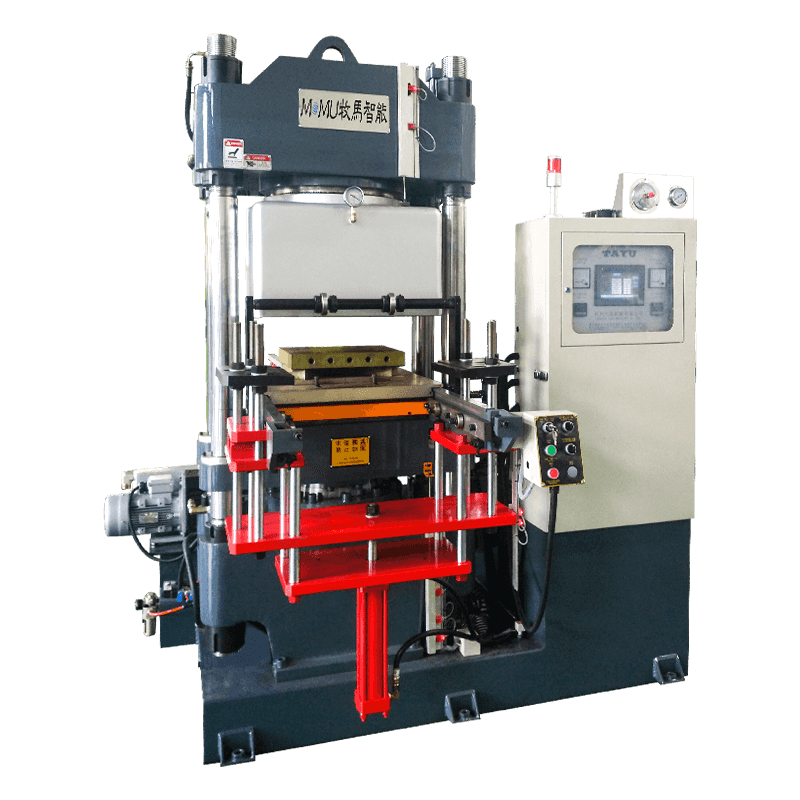
Upínací jednotka
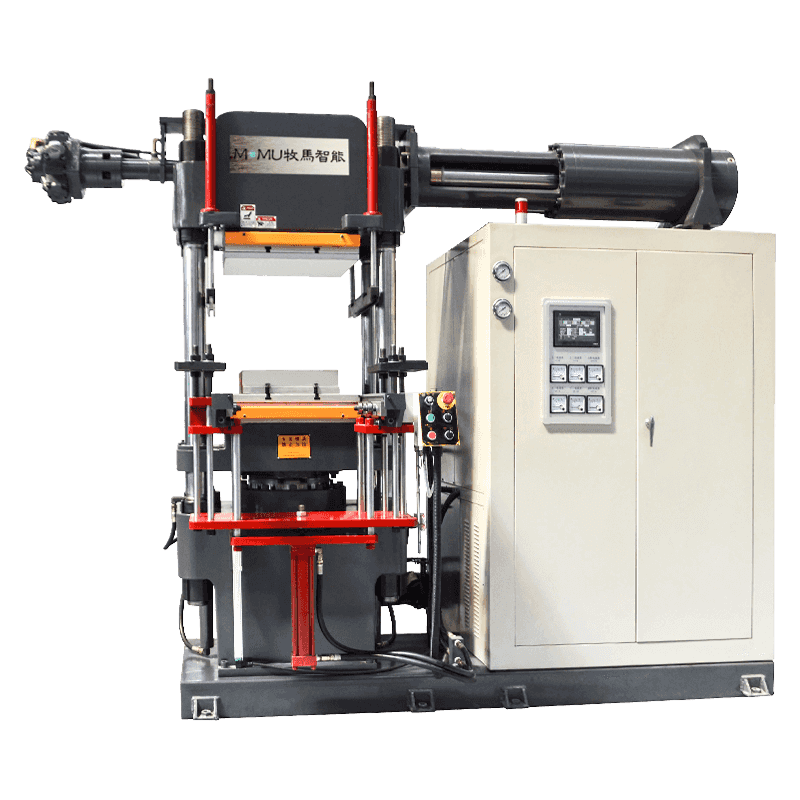
Formy LSR vyžadují ve srovnání s termoplasty velmi vysokou upínací sílu na jednotku projektované plochy dílu, protože nízká viskozita LSR znamená, že bude blikat i přes minimální mezery dělicí čáry, pokud je upínací síla nedostatečná. Používají se jak kloubové, tak hydraulické upínací systémy, přičemž v prostředí čistých prostor se stále více preferují plně elektrické stroje pro jejich čistotu, opakovatelnost a energetickou účinnost. Požadavky na upínací sílu jsou vypočítány na základě tlaku v dutině vynásobeného projektovanou plochou součásti a systému žlabů.
Porovnání strojů LSR: Hydraulický vs. All-Electric
| Funkce | Hydraulický stroj LSR | Plně elektrický stroj LSR |
| Opakovatelnost | Dobře | Výborně |
| Vhodnost pro čisté prostory | Omezené (riziko kontaminace olejem) | Vysoká (žádná hydraulická kapalina) |
| Spotřeba energie | vyšší | o 30–60 % nižší |
| Kapitálové náklady | Nižší | vyšší |
| Úroveň hluku | vyšší | Nižší |
| Údržba | Častější (hydraulická těsnění) | Méně časté |
| Nejlepší aplikace Fit | Průmyslové díly s vysokou pevností | Lékařské, potravinářské, přesné díly |
Odvětví a aplikace, které podporují poptávku po strojích LSR
Růst vstřikování LSR jako výrobní metody je přímo vázán na rozšiřující se soubor průmyslových odvětví, která jsou závislá na materiálových vlastnostech silikonu v náročných koncových prostředích. Každé odvětví má specifické požadavky, které určují, jak musí být stroje LSR konfigurovány a ověřovány.
- Lékařské přístroje: Biokompatibilita LSR podle norem ISO 10993 a schopnost sterilizace autoklávováním, EtO a gama zářením z něj činí materiál volby pro katétry, dýchací masky, těsnění pro implantovatelná zařízení a rukojeti chirurgických nástrojů. Stroje používané pro lékařskou výrobu LSR jsou obvykle plně elektrické, kompatibilní s čistými prostory a jsou vybaveny úplnou procesní dokumentací pro dodržování předpisů.
- Výrobky pro kojence a kojence: Dudlíky, cumlíky a kousátka vyžadují silikon bezpečný pro styk s potravinami bez změkčovadel a BPA. Třídy LSR certifikované podle předpisů FDA 21 CFR a EU 10/2011 pro styk s potravinami jsou standardní a výrobní prostředí musí splňovat přísné hygienické kontroly.
- Automobilový průmysl: LSR se používá pro těsnění průchodek, manžety zapalovacích svíček, těsnění snímačů a součásti pod kapotou, které musí odolávat trvalým teplotám od -50 °C do 200 °C. Velkoobjemová automobilová výroba obvykle používá hydraulické stroje s vícedutinovými formami pro studené vtoky z důvodu nákladové efektivity.
- Spotřební elektronika: Vodotěsná těsnění, membrány tlačítek, koncovky do uší a těsnění nositelných zařízení představují rychle rostoucí segment. Běžné jsou tenkostěnné, vysoce přesné díly s úzkými rozměrovými tolerancemi, které upřednostňují plně elektrické stroje s vysokou regulací rychlosti vstřikování.
- Průmyslové těsnění: Membrány čerpadel, těsnění ventilů a chemicky odolná těsnění využívají odolnost silikonu vůči ozónu, UV záření a širokému spektru chemikálií. Bývají to díly se silnějším průřezem vyráběné na hydraulických strojích při nižší kavitaci.
Rozhodující faktory při výběru vstřikovacího lisu LSR
Výběr stroje LSR vyžaduje vyhodnocení technických specifikací v kontextu vašich konkrétních dílů, objemů výroby a regulačního prostředí. O tom, zda investice do stroje přinese očekávanou návratnost, rozhoduje několik faktorů.
Velikost záběru a upínací síla musí být přizpůsobeny promítnuté části a oblasti vodicích lišt, nikoli volně odhadovat. Nízká viskozita LSR znamená, že i malý nedostatek upínací síly má za následek záblesk – tenký film vytvrzeného silikonu na dělicí lince, který vyžaduje ruční ořez a zvyšuje míru zmetkovitosti. Vypočítejte požadovanou upínací sílu při minimálně 0,3 až 0,5 tuny na čtvereční centimetr projektované plochy dutiny a dimenzujte stroj s rezervou nad touto hodnotou, aby se přizpůsobil budoucím přidáním forem nebo změnám designu.
Přesnost regulace teploty ve formě je stejně důležitá jako upínací a vstřikovací výkon stroje. Nerovnoměrné teploty formy vytvářejí díly s nekonzistentním vytvrzením, rozměrovými odchylkami a povrchovými defekty. Vyhodnoťte, zda regulátor teploty formy stroje podporuje mapování teploty na základě zóny a zda konstrukce formy poskytuje dostatečné pokrytí topného kanálu. V přesných lékařských aplikacích jsou změny teploty formy o více než ±2 °C přes povrch dutiny obvykle nepřijatelné.
Schopnosti monitorování procesů a protokolování dat se pro regulovaná odvětví staly nesmlouvavou. Moderní stroje LSR integrují senzory tlaku v dutině, profily rychlosti a tlaku vstřikování, protokolování teploty formy a ověřování poměru dávkování do jednotného systému monitorování procesu. Tato data jsou vyžadována pro procesní validaci podle FDA 21 CFR Part 820 a ISO 13485 pro zdravotnické prostředky a stále častěji jsou vyžadována zákazníky z automobilového průmyslu Tier 1 jako součást balíků dokumentace PPAP.
Běžné procesní vady a jak jim předcházet
Dokonce i dobře specifikované stroje produkují defekty, když nejsou správně udržovány parametry procesu nebo podmínky formy. Rozpoznání základních příčin běžných vad LSR je zásadní pro procesní inženýry odpovědné za kvalitu výroby.
- Flash: Příčinou je nedostatečná upínací síla, opotřebený povrch dělicí čáry nebo nadměrný vstřikovací tlak. Řešení ověřením výpočtů upínací síly, kontrolou stavu formy a snížením rychlosti vstřikování během fáze plnění.
- Neúplná výplň / krátký záběr: Vyplývá z nedostatečného vstřikovacího tlaku, zablokovaných vtoků nebo LSR, které se částečně vytvrdilo v běžci před dosažením dutiny. Zkontrolujte průměr vtoku, ověřte, že teplota válce je v cílovém rozsahu studeného vtoku a zkontrolujte, zda nedošlo k inhibici vytvrzování v důsledku kontaminace.
- Povrchová přilnavost: Označuje nevytvrzení, nejčastěji způsobené nesprávným poměrem A:B, příliš nízkou teplotou formy nebo nedostatečnou dobou vytvrzování. Ověřte dávkovací poměr řízeným dávkovacím testem, zkontrolujte rovnoměrnost teploty formy a prodlužte dobu vytvrzování, pokud to dovolí rozměrové tolerance.
- Zachycení vzduchu / dutiny: Vzduch přiváděný během míchání nebo vstřikovaný s materiálem vytváří bublinky ve vytvrzeném dílu. Zajistěte, aby byl dávkovací systém před výrobou řádně propláchnut, a zkontrolujte, zda rychlost vstřikování není tak vysoká, aby byl vzduch nasáván do oblasti vtoku před přední tok LSR.
- Rozměrové rozdíly mezi záběry: Obvykle souvisí s nekonzistentností dávkování, kolísáním teploty válce nebo proměnlivou dobou vytvrzování v důsledku posunu teploty formy. Prohlédněte si protokoly monitorování procesu, abyste zjistili, která proměnná koreluje s rozměrovým posunem, a překalibrujte příslušný subsystém.