Jak funguje vstřikovací stroj na pryž
A gumový vstřikovací stroj zpracovává surové kaučukové směsi na přesně tvarované hotové díly vytlačováním zahřátého, měkčeného kaučukového materiálu pod vysokým tlakem do uzavřené dutiny formy, kde vulkanizuje – chemicky zesíťuje – na stabilní, elastickou pevnou látku. Na rozdíl od vstřikování termoplastů, které roztaví a znovu roztaví stejný materiál, vstřikování pryže spoléhá na nevratnou vulkanizační reakci spouštěnou teplem a časem. Jakmile pryž vytvrdne uvnitř formy, nelze ji přetavit ani reformovat, což znamená, že každý procesní parametr musí být správně nastaven před zahájením plné výroby.
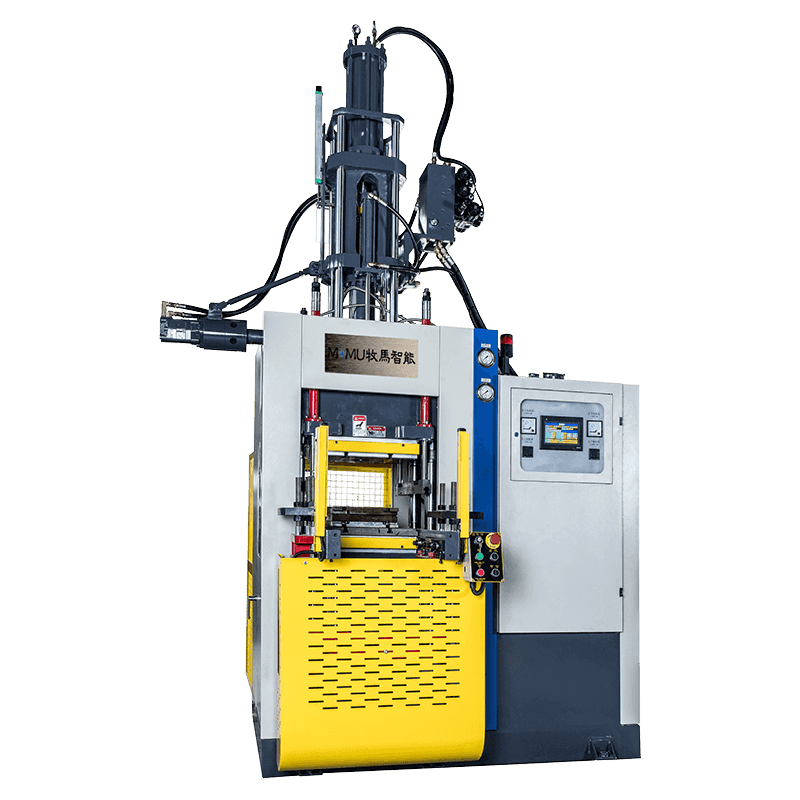
Proces začíná tím, že se kaučuková směs přivádí do plastifikační jednotky stroje – obvykle sestava šroubu a válce – kde se zahřeje na pečlivě řízenou teplotu předehřívání, obvykle mezi 70 °C a 100 °C, díky čemuž je tekutá bez spuštění předčasné vulkanizace. Rotace šneku homogenizuje směs a vytváří vstřikovací tlak. Když je forma uzavřena a upnuta, vstřikovací jednotka vhání změkčenou pryž skrz vtokový kanál, licí lišty a vtoky do dutin formy. Samotná forma je zahřátá na vyšší teplotu – běžně mezi 160 °C a 200 °C – kde se aktivuje vulkanizační činidlo a pryž se vytvrdí během definované doby vytvrzení, než se forma otevře a díl je vyhozen.
Základní komponenty a jejich funkce
Pochopení funkční role každé hlavní součásti pomáhá operátorům diagnostikovat problémy, optimalizovat nastavení procesu a činit informovaná rozhodnutí při porovnávání specifikací strojů od různých výrobců.
Vstřikovací jednotka
Vstřikovací jednotka se skládá z vyhřívaného válce, vratného šneku a trysky. Šnek slouží dvojímu účelu: otáčí se, aby plastifikoval a dopravoval pryžovou směs dopředu, a poté působí jako plunžr pro vstřikování nashromážděných dávek materiálu do formy. Geometrie šroubu pro pryž se liší od geometrie používané u termoplastických strojů – pryžové šrouby mají obvykle nižší kompresní poměr a mělčí lety, aby se zabránilo vytváření nadměrného třecího tepla, které by mohlo způsobit popálení, což je předčasná vulkanizace uvnitř hlavně předtím, než materiál dosáhne formy.
Upínací jednotka
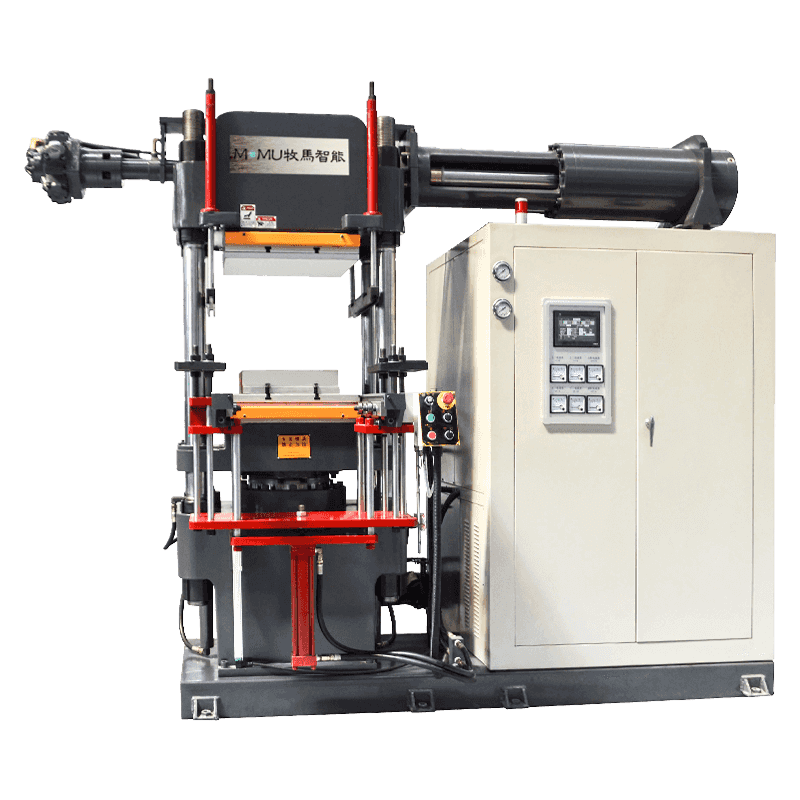
Upínací jednotka drží obě poloviny formy pohromadě proti síle generované vstřikovacím tlakem. Upínací síla se měří v kilonewtonech (kN) nebo tunách a musí překročit projektovanou plochu dutin formy vynásobenou vstřikovacím tlakem. Nedostatečná upínací síla způsobuje otřesy – tenká žebra přebytečné pryže na dělicí čáře – což zvyšuje náklady díky ořezávání a snižuje rozměrovou přesnost dílu. Většina strojů na vstřikování pryže používá hydraulické upínací systémy, i když překlápěcí a přímé hydraulické konfigurace nabízejí různé rychlostní a silové charakteristiky vhodné pro různé výrobní požadavky.
Forma a topný systém
Forma je nástrojový prvek, který definuje geometrii hotové součásti. Pro vstřikování pryže se formy ohřívají – nejčastěji elektrickými topnými patronami nebo cirkulujícím horkým olejem – aby se udržela stabilní vulkanizační teplota po celém povrchu dutiny. Rovnoměrnost teploty ve formě je kritická: horká místa způsobují nadměrné vytvrzování a zhoršené vlastnosti materiálu, zatímco studená místa vedou k nedostatečně vytvrzeným dílům, které selžou. Vysoce kvalitní formy zahrnují teplotní senzory umístěné v blízkosti každé dutiny, které umožňují sledování a korekci v reálném čase během výroby.
Řídicí systém
Moderní vstřikovací stroje na pryž jsou vybaveny řídicími systémy na bázi PLC nebo PC, které umožňují operátorům programovat a ukládat kompletní procesní receptury zahrnující teplotní zóny válce, profily rychlosti vstřikování, vstřikovací tlak, udržovací tlak, dobu vytvrzování, teplotu formy a sekvenci vyhazování. Schopnost uložit a vyvolat receptury je zvláště důležitá v zařízeních s více produkty, kde se stroje pravidelně přepínají mezi různými pryžovými směsmi a geometriemi dílů, z nichž každý vyžaduje odlišnou sadu parametrů.
Klíčové parametry procesu musí ovládat každý operátor
Kvalita pryžových vstřikovaných dílů je dána tím, jak přesně jsou parametry procesu nastaveny a udržovány v průběhu výroby. Následující parametry se vzájemně ovlivňují, což znamená, že změna jednoho často vyžaduje úpravu ostatních, aby byla zachována kvalita součásti.
| Parametr | Typický rozsah | Účinek, pokud je příliš nízký | Účinek je příliš vysoký |
| Teplota sudu | 70 °C – 100 °C | Špatný průtok, neúplná náplň | Spálenina, předčasné vyléčení |
| Teplota formy | 160 °C – 200 °C | Nedostatečně vytvrzené, slabé části | Přetvrzování, degradace povrchu |
| Vstřikovací tlak | 80 – 200 MPa | Krátké záběry, prázdnoty | Blesk, poškození plísní |
| Cure Time | 30 s – 10 min | Lepkavé, nedostatečně vytvrzené díly | Křehké, přetvrzené díly |
| Rychlost vstřikování | Specifické pro aplikaci | Pletené čáry, neúplná výplň | Tryskání, zadržování vzduchu |
Doba vytvrzování je parametr s nejpřímějším dopadem na dobu cyklu a tím i na produkci. Musí být stanovena reometrickým testováním konkrétní použité pryžové směsi, protože různé formulace – přírodní kaučuk, EPDM, silikon, NBR, neopren – mají každá svou vlastní kinetiku vulkanizace. Pokus o zkrácení doby vytvrzování nad rámec toho, co umožňuje chemie směsi, vede k nedostatečně vytvrzeným dílům, které mohou projít počáteční kontrolou, ale předčasně selžou v provozu.
Odvětví a aplikace, kde se tyto stroje používají
Gumové vstřikovací stroje slouží široké škále průmyslových odvětví, kde jsou současně vyžadovány těsné rozměrové tolerance, konzistentní vlastnosti materiálů a vysoké objemy výroby. Automobilový sektor má velký podíl na celosvětové kapacitě vstřikování pryže, vyrábí těsnění, těsnění, průchodky, tlumiče vibrací, O-kroužky a těsnění proti povětrnostním vlivům – součásti, které musí spolehlivě fungovat v extrémních teplotních rozsazích a musí mít dlouhou životnost. Pryžové díly automobilové třídy jsou obvykle lisovány z EPDM, NBR nebo silikonových sloučenin vybraných pro jejich odolnost vůči specifickým kapalinám, teplotám a podmínkám prostředí.
Průmysl zdravotnických prostředků je dalším významným uživatelem vstřikování pryže, zejména silikonových součástí. Vstřikování tekutého silikonového kaučuku (LSR) je specializovanou variantou procesu, který zpracovává dvousložkové silikonové systémy vytvrzované platinou, vyrábějící součásti, jako jsou chirurgická těsnění, součásti katetrů, dýchací masky a součásti zařízení pro podávání léků. Lisování LSR vyžaduje specializované konfigurace stroje s chlazenými vstřikovacími bubny – opak konvenčního lisování pryže – protože materiál rychle vytvrzuje při teplotách formy, ale musí být v bubnu udržován v chladu, aby se zabránilo předčasnému gelovatění.
- Automobilový průmysl: Těsnění dveří a oken, těsnění motoru, izolátory vibrací, brzdové součásti, spojky hadic a průchodky pod kapotou vyžadující odolnost vůči teplu a tekutinám.
- Lékařské a farmaceutické: Silikonové zátky pro lahvičky, součásti injekčních stříkaček, implantabilní těsnění, membrány respiračních zařízení a součásti řízení tekutin vyžadující biokompatibilitu a odolnost vůči sterilizaci.
- elektronika: Tlačítka klávesnice, těsnění konektorů, podložky tlumící vibrace a těsnění krytu, které chrání desky plošných spojů před vlhkostí a mechanickými nárazy.
- Průmyslové stroje: Hydraulická těsnění, pneumatické O-kroužky, součásti dopravního pásu, membrány čerpadel a spojovací prvky, které pracují pod trvalým mechanickým namáháním.
- Spotřební zboží: Podrážky bot, rukojeti, těsnění kuchyňských spotřebičů, součásti dětských výrobků a části sportovních potřeb, kde záleží na hmatové kvalitě a odolnosti.
Porovnání vstřikování pryže s vstřikováním a lisováním
Vstřikování pryže není jediným dostupným procesem výroby pryžových dílů. Přetlačovací lisování a lisování jsou starší, jednodušší alternativy, které zůstávají široce používány. Pochopení toho, kde každý proces vyniká, pomáhá výrobcům vybrat správnou metodu pro danou geometrii součásti, požadavky na objem a rozpočet.
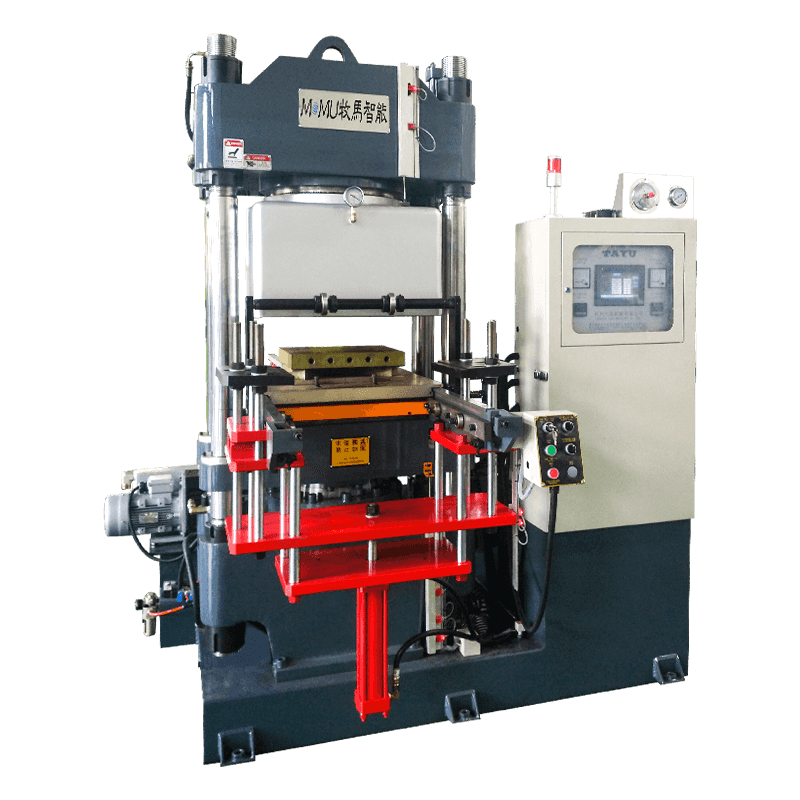
Lisování umístí předem zvážený kus nevytvrzené pryže přímo do otevřené dutiny formy, poté se forma uzavře pod hydraulickým tlakem a teplem. Je to nejjednodušší a nejlevnější nástrojová volba, ale ve srovnání se vstřikováním produkuje vyšší úrovně záblesku, menší rozměrovou konzistenci a delší doby cyklů. Zůstává praktický pro velké, jednoduché díly s nízkými objemy výroby, kde je zdůvodnění nákladů na nástroje důležitější než efektivita doby cyklu. Přetlačovací lisování používá nádobu a plunžr k vytlačování pryže ze zásobníku skrz otvory vtoků do uzavřené formy, což nabízí lepší rozměrovou kontrolu než lisování, ale stále vytváří odpadní materiál z přenášecí nádoby, který musí být zlikvidován. Vstřikování eliminuje většinu tohoto odpadu tím, že vstřikuje pouze přesně potřebný objem vstřiku, poskytuje nejkratší a nejkonzistentnější doby cyklu a zajišťuje nejvyšší rozměrovou přesnost – což z něj činí preferovaný proces všude tam, kde objemy dílů a požadavky na kvalitu ospravedlňují vyšší investici do stroje.

Co hodnotit při výběru vstřikovacího stroje na pryž
Výběr správného stroje na vstřikování pryže pro konkrétní aplikaci vyžaduje vyhodnocení několika vzájemně závislých specifikací místo toho, abyste se zaměřovali na jednotlivá čísla, jako je upínací síla nebo velikost výstřelu samostatně.
- Upínací síla: Vypočítejte požadovanou upínací sílu na základě projektované plochy dutiny a očekávaného vstřikovacího tlaku. Vždy zahrňte bezpečnostní rezervu alespoň o 10–15 % nad vypočítaným minimem, aby se zohlednila variabilita procesu.
- Objem výstřelu a průměr šroubu: Kapacita vstřelu stroje se musí pohodlně přizpůsobit hmotnosti dílu plus hmotnosti oběžného systému, aniž by překročila 80 % maximálního objemu vhozu, což zajišťuje konzistentní homogenizaci materiálu v každém cyklu.
- Bezpečnost proti popálení: Vyhodnoťte konstrukci válce stroje a přesnost regulace teploty. Stroje určené pro směsi citlivé na teplo nebo rychle tuhnoucí směsi vyžadují pevně zónovou regulaci teploty válce a konstrukci šroubů s krátkou dobou zdržení, aby se zabránilo připálení.
- Velikost formy a denní světlo: Ujistěte se, že rozměry desky stroje a maximální vzdálenost otevření formy (denní světlo) jsou kompatibilní s rozměry formy a výškou dílu při vyhazování.
- Schopnost řídicího systému: U zařízení s více produkty upřednostněte stroje s úložištěm receptur, protokolováním procesních dat a možností vzdáleného monitorování, abyste podpořili sledovatelnost kvality a zkrátili dobu nastavování mezi úlohami.