Jak se vyrábí silikon? Chemie za materiálem
Silikon je syntetický polymer, jehož páteř je postavena ze střídajících se atomů křemíku a kyslíku – struktura známá jako siloxanový řetězec – spíše než páteř uhlík-uhlík nacházející se v organických plastech, jako je polyethylen nebo polypropylen. Tento základní rozdíl v molekulární architektuře je to, co dává silikonu jeho mimořádnou tepelnou stabilitu, chemickou inertnost, flexibilitu v širokém teplotním rozsahu a odolnost vůči UV degradaci. Pochopení toho, jak se silikon vyrábí od jeho surových elementárních počátků až po hotový elastomer, pomáhá inženýrům, návrhářům produktů a výrobcům ocenit, proč se tento materiál chová tak, jak se chová, a proč se zpracovává jinak než běžné termoplastické pryskyřice.
Výroba silikonu začíná křemíkem – druhým nejrozšířenějším prvkem v zemské kůře, který se vyskytuje především ve formě oxidu křemičitého (SiO₂), běžně známého jako křemen nebo křemičitý písek. Rozhodující je, že křemík jako prvek je chemicky odlišný od silikonu jako polymeru. Křemík ve své surové formě není přirozeně měkký, pružný nebo chemicky stabilní za různých podmínek; je to tvrdý, křehký metaloid. Přeměna na všestranný silikonový polymer používaný v lékařských zařízeních, automobilových těsněních, spotřebním zboží a průmyslových součástech vyžaduje vícestupňový chemický proces, který zavádí organické skupiny na bázi uhlíku do křemíkové páteře a zásadně mění její vlastnosti.

Od křemene ke silikonovému kovu: První produkční fáze
Prvním krokem při výrobě silikonu je redukce oxidu křemičitého na křemík metalurgické kvality. Toho se dosahuje ve velkých elektrických obloukových pecích, kde se křemenec (vysoce čistá forma křemene) zahřívá na teploty přesahující 1800 °C v přítomnosti redukčních činidel bohatých na uhlík, jako je uhlí, koks a dřevěné štěpky. Uhlík reaguje s kyslíkem v oxidu křemičitém, uvolňuje oxid uhličitý a zanechává za sebou tekutý křemíkový kov o čistotě přibližně 98–99 %. Tento materiál je známý jako křemík metalurgické kvality (MG-Si) a slouží jako kritická surovina pro výrobu silikonového polymeru.
Roztavený křemík se odlévá do ingotů, nechá se vychladnout a poté rozdrtí na prášek nebo granule pro další chemické zpracování. V této fázi je křemík ještě daleko od polymeru – musí projít sledem chemických reakcí, které připojí organické methylové skupiny k atomům křemíku, čímž vzniknou organochlorsilanové meziprodukty, které slouží jako stavební kameny všech komerčních silikonových produktů.
Müller-Rochowův proces: Sestavení silikonového monomeru
Průmyslové výrobě silikonových monomerů dominuje Müller-Rochowův přímý proces, samostatně vyvinutý ve 40. letech 20. století. Při tomto procesu se práškový křemík nechá reagovat s plynným methylchloridem (CH3C1) v přítomnosti měděného katalyzátoru při teplotách mezi 250 °C a 350 °C. Touto reakcí vzniká směs chlorsilanových sloučenin, z nichž komerčně nejdůležitější je dimethyldichlorsilan — (CH3)2SiCl2. Tato molekula je primární monomer, ze kterého je nakonec odvozena naprostá většina komerčních silikonů.
Směs chlorsilanu vyrobená přímým procesem se rozdělí frakční destilací na jednotlivé složky, z nichž každá má odlišnou reaktivitu a při hydrolýze vytváří různé silikonové polymerní struktury. Dimethyldichlorsilan, když je vystaven vodě, podléhá rychlé hydrolýze – atomy chloru jsou nahrazeny hydroxylovými skupinami – a výsledné silanolové meziprodukty spolu spontánně kondenzují za vzniku polydimethylsiloxanových (PDMS) řetězců. V závislosti na reakčních podmínkách, délce řetězce a specifické směsi použitých chlorsilanových monomerů může být výsledným polymerem kapalina s nízkou viskozitou, viskózní guma nebo základní polymer s vysokou molekulovou hmotností vhodný pro složení do silikonového kaučuku.
Směs silikonové pryže: Od základního polymeru po tvarovatelný materiál
Samotný surový polydimethylsiloxanový polymer není vhodný pro vstřikování. Musí být smíchán s řadou přísad, které upravují jeho tvrdost, pevnost v tahu, tažnost, tepelnou odolnost, barvu a charakteristiky vytvrzování tak, aby odpovídaly specifickým požadavkům aplikace. V této fázi míchání se skutečně vytváří funkční silikonový kaučukový materiál používaný ve vstřikovacích lisech a zahrnuje pečlivé složení materiálovými chemiky, kteří vyvažují konkurenční požadavky na vlastnosti a omezení zpracování.
- Výztužné výplně: Pyrogenní oxid křemičitý je nejrozšířenějším výztužným plnivem ve směsích silikonového kaučuku. Pyrogenní oxid křemičitý přidaný při zatížení 20–50 % hmotnosti dramaticky zvyšuje pevnost v tahu a odolnost proti roztržení interakcí s polymerními řetězci v molekulárním měřítku. Bez vyztužení má čistý silikonový polymer velmi nízkou mechanickou pevnost.
- Síťovací činidla: Pro přeměnu lineárního nebo slabě rozvětveného silikonového polymeru na trojrozměrnou elastomerní síť musí být začleněna síťovací činidla. Pro vysokokonzistentní pryž (HCR) používanou při konvenčním vstřikování jsou tradičním síťovacím prostředkem organické peroxidy. U tekutého silikonového kaučuku (LSR) je standardní vytvrzovací systém katalyzovaný platinou, který nabízí rychlejší cykly vytvrzování a vynikající konzistenci vlastností.
- Pigmenty a barviva: Silikon je přirozeně průsvitný a snadno přijímá pigmentaci. Oxid železitý, oxid titaničitý a organické pigmenty se začleňují během míchání, aby se vytvořilo celé spektrum barev vyžadované výrobci spotřebních produktů a zdravotnických prostředků.
- Pomůcky pro zpracování: Malé přídavky pomocných látek, jako jsou silikonové oleje nebo vosky, zlepšují tokové chování směsi během vstřikování, snižují požadavky na vstřikovací tlak a zlepšují plnění forem ve složitých geometriích dutin.
- Funkční přísady: V závislosti na konečné aplikaci mohou být přidána další činidla — zpomalovače hoření pro elektrické izolační součásti, antimikrobiální činidla pro lékařské a potravinářské výrobky nebo tepelné stabilizátory pro aplikace při vysokých teplotách.
Typy silikonů používaných při vstřikování: HCR vs LSR
Ve vstřikovacích lisech se zpracovávají dvě odlišné formy silikonového kaučuku, které se výrazně liší svým fyzikálním stavem, chováním při zpracování a typem stroje potřebného k jejich manipulaci. Volba mezi vysokokonzistentní pryží (HCR) a tekutou silikonovou pryží (LSR) je jedním z nejdůslednějších materiálových rozhodnutí při vývoji silikonových produktů, které přímo ovlivňuje kvalitu dílů, dobu cyklu, konstrukci nástrojů a ekonomiku výroby.
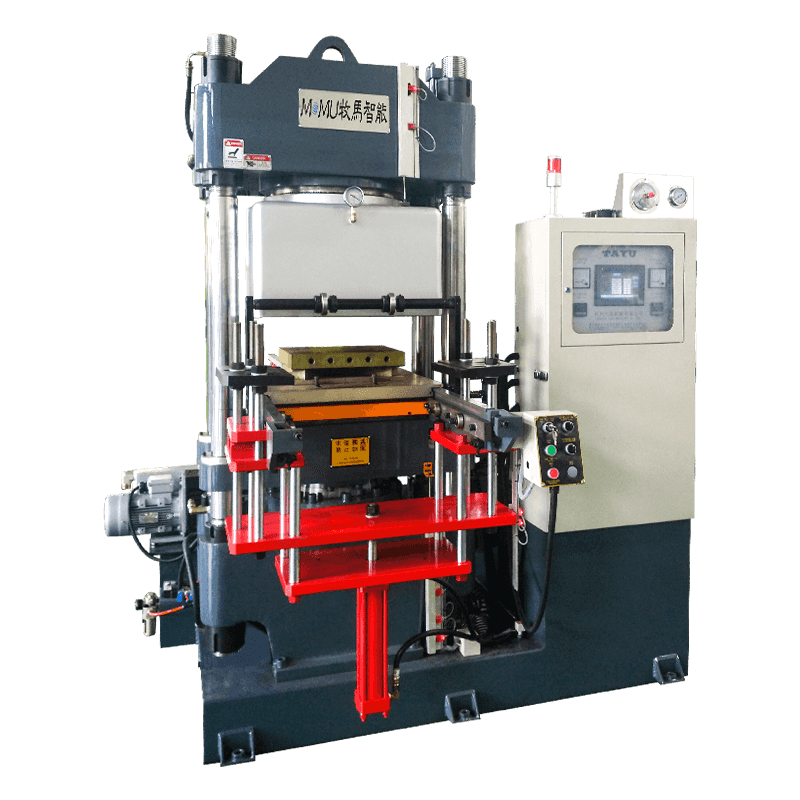
Vysoce konzistentní pryž (HCR)
HCR je pevný materiál podobný tmelu při pokojové teplotě s konzistencí podobnou tuhému chlebovému těstu. Má vysokou molekulovou hmotnost – obvykle přesahující jeden milion g/mol – a musí být předehřátý a zpracován, než dostatečně vyteče, aby mohl být vstřikován do dutiny formy. Sloučeniny HCR jsou typicky vytvrzovány pomocí organických peroxidů při teplotách 150–200 °C a následné vytvrzování při zvýšených teplotách je často vyžadováno pro plné rozvinutí mechanických vlastností a odstranění zbytkových vedlejších produktů rozkladu peroxidu. HCR je dobře zavedená pro výrobu těsnění, těsnění, hadic a kabelového příslušenství a může být zpracována na upravených gumových vstřikovacích strojích nebo lisech na lisování.
Tekutý silikonový kaučuk (LSR)
LSR je dvousložkový čerpatelný kapalný systém dodávaný v samostatných sudech — složka A obsahuje základní polymer a platinový katalyzátor, zatímco složka B obsahuje základní polymer a síťovadlo (typicky silikon hydridovou sloučeninu). Tyto dvě složky se odměřují v přesném poměru 1:1, smíchají se ve statickém nebo dynamickém mixéru a vstříknou do vyhřívané formy, kde rychle dojde k vytvrzovací reakci katalyzované platinou, typicky během 10–60 sekund při teplotách formy 150–220 °C. LSR neprodukuje žádné vedlejší produkty vytvrzování, nevyžaduje žádné dodatečné vytvrzování a poskytuje výjimečnou konzistenci dílů s rozměrovou přesností, které je obtížné dosáhnout pomocí HCR. Je to preferovaný materiál pro velkoobjemovou výrobu zdravotnických prostředků, produktů péče o děti, součástí nositelných technologií a přesných průmyslových těsnění.
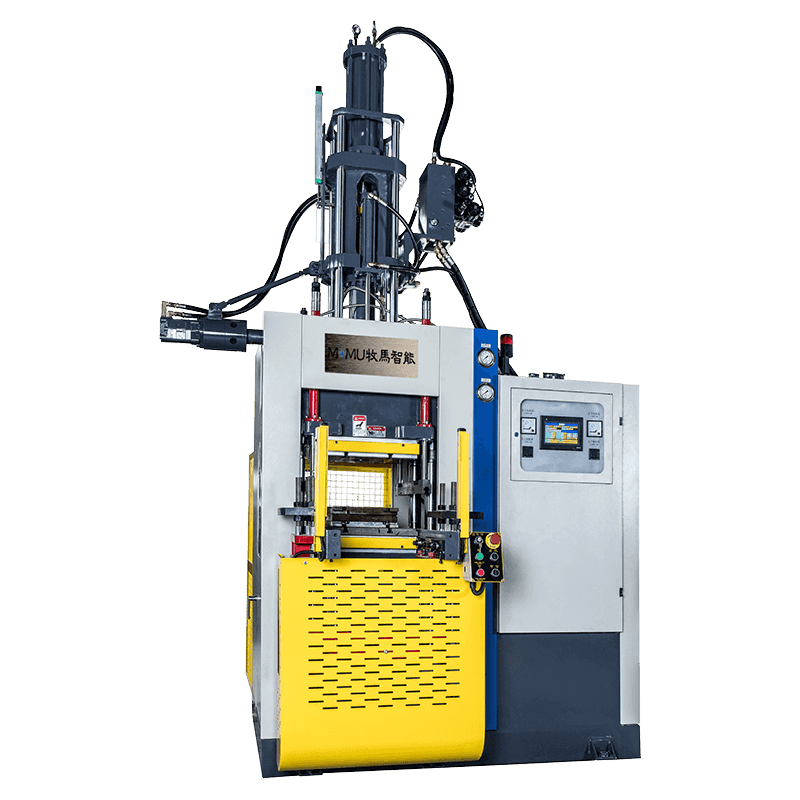
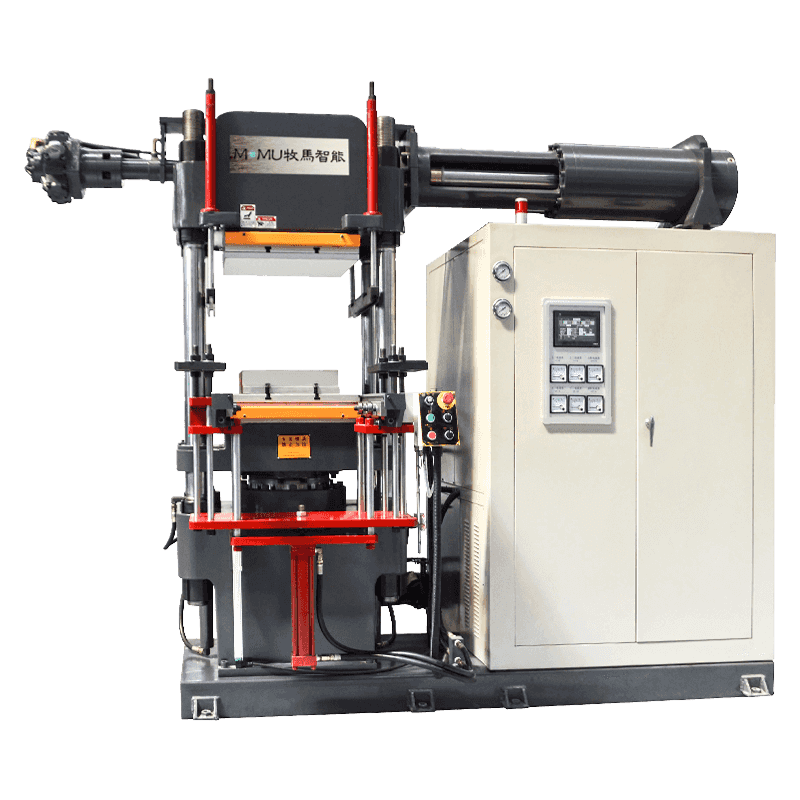
Jak funguje silikonový/gumový vstřikovací stroj
Silikonový popř gumový vstřikovací stroj se zásadně liší od standardního vstřikovacího lisu na termoplasty v několika kritických ohledech, poháněných termosetovou povahou silikonu a pryže – materiály, které při zahřátí nevratně vytvrzují, než aby při zahřívání změkly jako termoplasty. V termoplastickém stroji se válec a šnek zahřejí, aby se materiál roztavil, a forma se ochladí, aby součást ztuhla. Ve vstřikovacím lisu na silikon/kaučuk musí být materiál v celém vstřikovacím systému udržován v chladu, aby se zabránilo předčasnému vytvrzení, zatímco se forma zahřívá, aby se spustila a dokončila vulkanizace.
Pro zpracování LSR je vstřikovací jednotka vybavena dvousložkovým dávkovacím a mísícím systémem, který čerpá ze dvou materiálových bubnů pomocí přesných zubových čerpadel, míchá je ve správném poměru prostřednictvím sestavy statického mísiče a dodává smíchaný materiál do studeného vstřikovacího válce. Sestava válce a šroubu je chlazena – obvykle chlazenou vodou o teplotě 5–15 °C – pro udržení LSR pod svou aktivační teplotou během vstřikovacího cyklu. Když je materiál vstřikován do vyhřívané formy (150–220 °C), dramatický nárůst teploty aktivuje platinový katalyzátor a vytvrzovací reakce je dokončena během několika sekund.
Klíčové součásti silikonového/gumového vstřikovacího stroje
| Komponenta | Funkce | Specifikace klíče |
| Dvousložková dávkovací jednotka | Přesně měří a pumpuje komponenty LSR A a B | Přesnost poměru ±0,5 % nebo lepší |
| Statický/Dynamický směšovač | Homogenně mísí složky A a B před injekcí | Účinnost míchání, nízký smykový ohřev |
| Studený vstřikovací hlaveň a šroub | Dopravuje a vstřikuje materiál a zároveň zabraňuje předčasnému vytvrzení | Chlazení chlazenou vodou, 5–15°C |
| Vyhřívaná upínací jednotka a forma | Udržuje formu uzavřenou pod tlakem a dodává vytvrzovací teplo | 150–220 °C, upínací síla na dutinu |
| Systém studeného běhu | Dodává materiál do dutin bez plýtvání vytvrzeným vtokem | Téměř nulový odpad, tepelně izolovaný |
| Řídicí systém (CNC/PLC) | Řídí rychlost vstřikování, tlak, teplotu a načasování | Opakovatelnost procesů, logování dat |
Úvahy o konstrukci formy specifické pro silikonové vstřikování
Konstrukce formy pro vstřikování silikonu vyžaduje pečlivou pozornost k faktorům, které se výrazně liší od termoplastických nástrojů. Nízká viskozita silikonu ve formě LSR – často přirovnávaná k těžkému krémovému nebo palačinkovému těstu – znamená, že snadno zateče do nejmenší mezery mezi dělicími plochami forem a vytvoří záblesk, který musí být odstraněn při následném zpracování. Silikonové tvarování bez záblesků nebo téměř bez záblesků vyžaduje extrémně těsné tolerance rovinnosti dělicích ploch, obvykle v rozmezí 2–5 mikronů, a přesně broušenou nástrojovou ocel s tvrdostí nad 48 HRC, aby se tyto tolerance udržely po miliony cyklů.
Odvzdušnění je při návrhu silikonových forem kritické, protože vzduch zachycený v dutinách nemůže uniknout materiálem, jak tomu je u některých porézních procesů – zachycený vzduch vytváří dutiny, krátké výstřely nebo povrchové defekty. Na dělicí čáře a v bodech posledního plnění každé dutiny jsou zabudovány odvětrávací kanály mělké 3–8 mikronů. Konstrukce vyhazovacího systému musí také zohledňovat vysokou flexibilitu a povrchovou lepivost vytvrzených silikonových dílů – vyjmutí z formy bez trhání nebo deformace tenkostěnných prvků obvykle vyžaduje pečlivý návrh úhlu úkosu, texturování povrchu nebo použití antiadhezních povlaků, jako je PTFE nebo plazmové povrchové úpravy na površích dutin.
Odvětví a aplikace obsluhované silikonovým vstřikováním
Kombinace výjimečných materiálových vlastností silikonu a přesnosti dosažitelné vstřikováním dělá ze silikonových/kaučukových vstřikovacích lisů ústřední místo pro výrobu v pozoruhodně rozmanité řadě průmyslových odvětví. Každý sektor využívá odlišnou podmnožinu výkonnostních charakteristik silikonu a schopnost vyrábět složité geometrie s úzkými tolerancemi při vysokých objemech dělá ze vstřikování preferovanou výrobní metodu ve všech z nich.
- Lékařské a farmaceutické: Biologická kompatibilita, sterilizovatelnost a chemická inertnost silikonu z něj činí materiál volby pro součásti katétrů, těsnění implantovatelných zařízení, rukojeti chirurgických nástrojů, dýchací masky a membrány ventilů pro podávání léků. Vstřikování LSR umožňuje výrobu těchto dílů podle standardů pro zdravotnické prostředky třídy III s plnou procesní validací a sledovatelností.
- Automobilový průmysl: Těsnění konektorů, průchodkové kroužky, manžety zapalovacích svíček, hadice turbodmychadla a těsnění pro aplikace pod kapotou spoléhají na schopnost silikonu udržet těsnicí výkon při teplotách v rozsahu od -60 °C do více než 200 °C po celou dobu životnosti vozidla.
- Spotřební elektronika: Ochranné kryty, membrány knoflíků, vodotěsná těsnění pro nositelná zařízení a koncovky sluchátek jsou vstřikovány z LSR ve vysoce kavitačních nástrojích, které produkují miliony dílů ročně s konzistentní rozměrovou přesností.
- Produkty pro kojence a mladistvé: Dudlíky na láhve, dudlíky, kousátka a hroty lžiček vyrobené z potravinářských směsí LSR vyhovujících FDA se vyrábějí ve vícedutinových formách s přísnými hygienickými výrobními protokoly.
- Průmysl a energetika: Elektrické izolátory pro vysokonapěťová přenosová zařízení, membrány čerpadel, zpětné ventily a těsnění pro chemické zpracování využívají silikonovou kombinaci elektrické odolnosti, UV stability a chemické odolnosti v náročných venkovních a procesních prostředích.
Od kvarcitové rudy přiváděné do obloukových pecí až po přesně vytvarované silikonové těsnění na lékařském implantátu je cesta silikonu od suroviny k hotovému výrobku cestou průmyslové chemie a přesného strojírenství, které pracují v úzké koordinaci. Silikonový/kaučukový vstřikovací stroj je středem tohoto hodnotového řetězce – přeměňuje pečlivě formulovaný termosetový polymer na rozměrově přesné, vysoce výkonné komponenty, které jsou neviditelně, ale nepostradatelně zabudovány do produktů, které definují moderní život.