Co je to vakuový vulkanizační stroj a jak funguje?
A vakuový vulkanizační stroj na pryž je specializované průmyslové zařízení, které využívá řízené teplo, tlak a vakuové prostředí k chemickému vytvrzení surového nebo směsného kaučuku do jeho konečné, trvanlivé podoby. Samotná vulkanizace je proces, při kterém se polymerní řetězce v kaučuku zesíťují – obvykle prostřednictvím vytvrzovacích systémů na bázi síry nebo peroxidu – přeměňují měkkou, lepkavou a rozměrově nestabilní surovou gumu na materiál s vysokou elasticitou, pevností v tahu, odolností proti oděru a tepelnou stabilitou. Přidání vakua k vulkanizačnímu procesu je to, co odlišuje tuto třídu strojů od konvenčního lisu nebo vytvrzovacího zařízení v autoklávu.
Ve standardním vulkanizačním lisu se může vzduch zachytit mezi kaučukovou směsí a povrchem formy během fáze uzavírání, což vede k dutinám, povrchovým puchýřům, neúplnému vyplnění jemných detailů a nekonzistentní hustotě v celém dílu. Vakuový vulkanizační stroj evakuuje tento vzduch před a během lisovacího cyklu nasáváním vakua uvnitř utěsněné komory obklopující formu. Po odstranění atmosférického tlaku kaučuk rovnoměrně proudí do každého obrysu formy, plyny rozpuštěné ve směsi jsou extrahovány a výsledný vytvrzený díl dosahuje hustší, rovnoměrnější mikrostruktury s vynikající povrchovou úpravou ve srovnání s bezvakuovým vytvrzováním.
Pracovní cyklus vakuového vulkanizačního stroje obecně sleduje pevnou sekvenci: pryžová náplň se vloží do formy, forma se uzavře a utěsní ve vakuové komoře, vakuové čerpadlo evakuuje komoru na cílový podtlak — typicky mezi -0,08 MPa a -0,1 MPa — a poté se současně aplikuje teplo a hydraulický nebo pneumatický tlak k vytvrzení součásti. Doby cyklů se liší od několika minut do více než hodiny v závislosti na kaučukové směsi, tloušťce stěny součásti a teplotě vytvrzování, která se u většiny průmyslových elastomerů obvykle pohybuje v rozmezí od 140 °C do 200 °C.

Základní komponenty a jejich funkce
Pochopení mechanické architektury vakuového stroje na vulkanizaci pryže pomáhá inženýrům a týmům nákupu vyhodnotit kvalitu zařízení, odstraňovat problémy s výkonem a správně specifikovat stroje pro jejich výrobní požadavky. Hlavní funkční subsystémy jsou úzce integrovány a každý hraje přímou roli v kvalitě produktu.
Topné desky a systém regulace teploty
Topné desky jsou primární teplosměnné plochy, které obklopují formu a vedou tepelnou energii do pryžové směsi během vytvrzování. Ve většině vakuových vulkanizačních strojů jsou desky ohřívány elektrickými odporovými prvky zabudovanými do obráběných ocelových nebo litinových desek, ačkoli párou ohřívané desky se používají také v prostředích s velkým objemem výroby, kde je k dispozici centralizovaný přívod páry. Přesné, stejnoměrné rozložení teploty na povrchu desky je kritické – teplotní rozdíly o více než ±3 °C mezi zónami mohou mít za následek nerovnoměrné vytvrzení v rámci součásti a vytvářet oblasti pod vytvrzením (měkké, slabé) vedle oblastí s přílišným vytvrzením (křehké, degradované). Moderní stroje používají PID (proporcionálně-integrálně-derivační) regulátory teploty s více nezávislými topnými zónami a termočlánkovou zpětnou vazbou k udržení těsné tepelné rovnoměrnosti během celého cyklu.
Vakuový systém a těsnící komora
Vakuový systém se skládá z vakuového čerpadla – obvykle typu rotační lopatky nebo suchého šroubu – připojeného k utěsněné komoře, která uzavírá oblast formy. Integrita těsnění této komory je jedním z nejkritičtějších kvalitativních parametrů stroje: jakákoli netěsnost těsnění komory, těsnění dveří nebo rozhraní desky omezí dosažitelnou úroveň vakua a umožní pronikání vzduchu během vytvrzovacího cyklu. Vysoce kvalitní stroje používají zesílená silikonová nebo fluoroelastomerová těsnění určená pro nepřetržitý provoz při teplotách vytvrzování. Úroveň vakua je monitorována vakuoměrem a řízena automatickým ventilovým systémem, který udržuje cílový tlak od počáteční evakuace po celou dobu vytvrzování.
Hydraulický nebo pneumatický lisovací systém
Upínací síla je aplikována na formu prostřednictvím hydraulického válce nebo pneumatického ovladače, který pohání horní desku směrem dolů proti spodní desce. Upínací tlak musí být dostatečný, aby udržoval poloviny formy uzavřené proti vnitřnímu tlaku generovanému kaučukovou směsí, když se zahřívá, měkne a teče během vytvrzování. Nedostatečný upínací tlak způsobuje vzplanutí – tenká žebra vytvrzené pryže, která se vytlačí mezi dělicími liniemi formy – zatímco nadměrný tlak může poškodit jemné detaily formy nebo deformovat tenkostěnné dutiny formy. Hydraulické systémy nabízejí přesnější a nastavitelné řízení tlaku a jsou preferovány pro výrobní stroje. Upínací síly se obvykle pohybují od několika tun na malých laboratorních strojích až po několik stovek tun na velkých průmyslových lisech používaných pro automobilové a průmyslové těsnicí komponenty.
Výhody vakuového vytvrzování oproti konvenčnímu vulkanizaci
Rozhodnutí investovat do technologie vakuové vulkanizace oproti konvenčnímu lisu je řízeno měřitelným zlepšením kvality a efektivitou procesů, které přináší v široké škále pryžových produktů. Výrobci, kteří přešli ze standardního lisování na vakuové vytvrzování, trvale uvádějí následující výhody:
- Odstranění prázdných vad: Zachycený vzduch a těkavé plyny jsou odstraněny před začátkem vytvrzování, čímž se eliminuje poréznost a defekty puchýřů, které jsou běžné u konvenčně lisovaných pryžových dílů, zejména u silných průřezů a uzavřených geometrií dutin.
- Špičková povrchová úprava: Bez vzduchové bariéry mezi směsí a povrchem formy, pryž replikuje jemnou texturu formy a detaily s mnohem větší věrností a vytváří díly s hladšími, konzistentnějšími povrchy, které vyžadují méně konečné úpravy po vytvrzení.
- Vylepšené mechanické vlastnosti: Díly vytvrzené ve vakuu vykazují vyšší pevnost v tahu, lepší prodloužení při přetržení a konzistentnější tvrdost, protože se polymerní síť tvoří bez vnitřních diskontinuit způsobených zachyceným plynem.
- Lepší tok směsi a plnění formy: Podtlakem podporované proudění umožňuje pryžovým směsím zcela vyplnit složité geometrie formy – včetně podříznutí, tenkých žeber a průchodů s malým průměrem – které by zadržovaly vzduch a vedly ke krátkým výstřelům v podmínkách bez vakua.
- Nižší míra zmetkovitosti a zamítnutí: Kombinace eliminace defektů a důsledné kontroly procesu přímo snižuje procento dílů vyřazených během kontroly kvality, zlepšuje výtěžnost a snižuje plýtvání materiálem.
- Kompatibilita s citlivými sloučeninami: Některé speciální kaučukové směsi – včetně silikonových, fluoroelastomerových (FKM) a EPDM formulací – obsahují změkčovadla s nízkým bodem varu nebo zpracovatelské pomocné látky, které mohou těkat a způsobit defekty za atmosférických podmínek vytvrzování. Vakuové vytvrzování účinně zvládá tyto těkavé látky.
Odvětví a aplikace, které spoléhají na vakuovou vulkanizaci
Vakuové vulkanizační stroje na pryž se používají v celé řadě průmyslových odvětví, kde nelze vyjednávat o rozměrové přesnosti, kvalitě povrchu a vnitřní celistvosti pryžových součástí. Následující sektory představují primární aplikační oblasti:
- Automobilové těsnící systémy: Těsnění dveří, těsnění okenních kanálů, těsnění motoru, O-kroužky a uložení tlumící vibrace vyžadují bezvadnou vytvrzenou pryž s přísnými rozměrovými tolerancemi. Vakuové vytvrzování je standardní praxí pro prémiové automobilové těsnění.
- Letectví a obrana: Těsnění leteckého palivového systému, hydraulické O-kroužky a izolátory vibrací vyrobené z fluoroelastomeru nebo silikonu jsou běžně vakuově vytvrzovány, aby splňovaly přísné normy letecké kvality, které zakazují vnitřní dutiny v konstrukčních elastomerových součástech.
- Lékařské a farmaceutické vybavení: Silikonové membrány, membrány, součásti hadiček a těsnění používané v lékařských zařízeních a zařízeních pro zpracování farmaceutických výrobků musí být bez vnitřní poréznosti, která by mohla obsahovat nečistoty nebo ohrozit mechanický výkon v kritickém provozu.
- Elektronika a elektrická izolace: Pryžové klávesnice, těsnění konektorů, součásti izolace kabelů a díly silikonového zapouzdření pro elektroniku vyžadují konzistentní dielektrické vlastnosti a kvalitu povrchu, kterou poskytuje vakuové vytvrzování.
- Výroba obuvi: Vakuové vulkanizační stroje jsou široce používány při výrobě podešví obuvi – zejména u EVA a pryžových podrážek – kde by vzduchové kapsy vytvořily slabá místa ve struktuře podešve a ovlivnily spojení mezi vrstvami.
- Průmyslové válečky a obložení: Pogumované válce pro tisk, zpracování textilu a výrobu papíru jsou vakuově vytvrzovány, aby byla zajištěna úplná přilnavost pryže ke kovovému jádru a rovnoměrná tvrdost po celé ploše válce.
Typy a konfigurace vakuových vulkanizačních strojů
Vakuové vulkanizační stroje na pryž jsou k dispozici v několika konfiguracích vhodných pro různá výrobní měřítka, velikosti dílů a procesní požadavky. Výběr správné konfigurace je důležitým krokem ve specifikaci zařízení.
| Typ stroje | Konfigurace | Nejvhodnější pro |
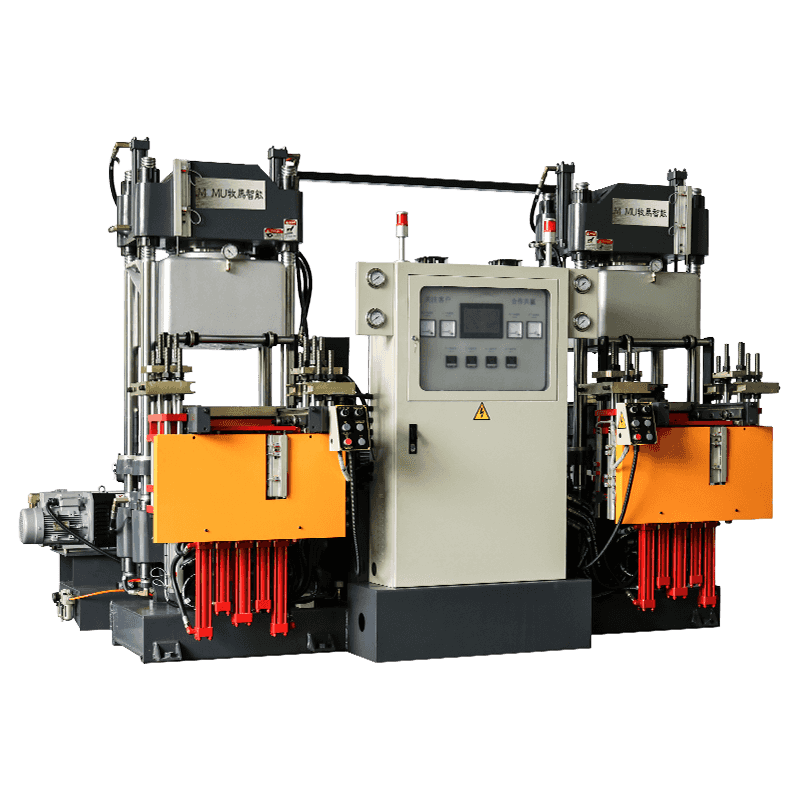
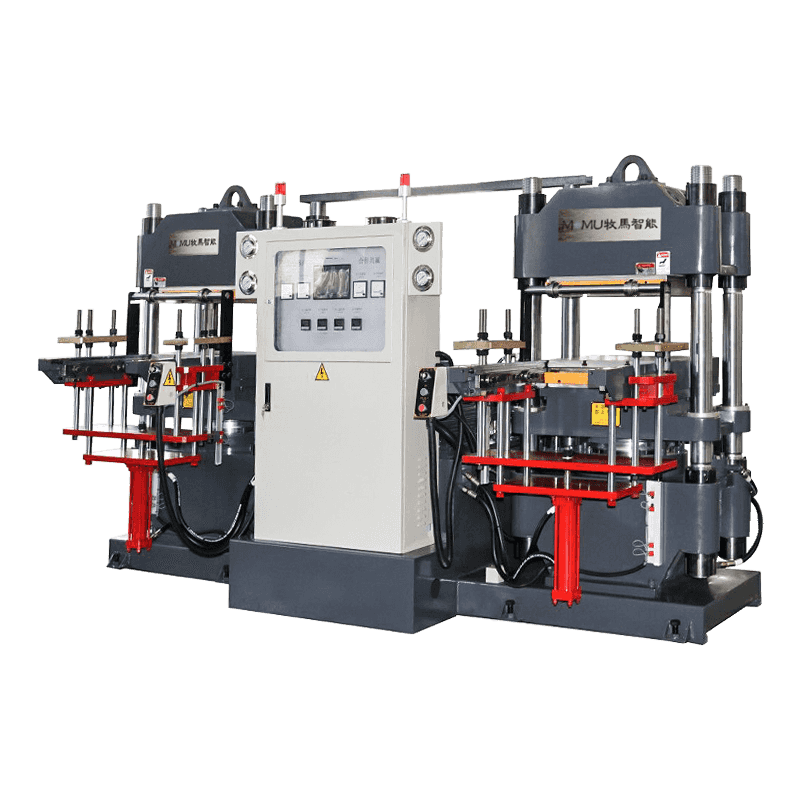
| Jednodenní vakuový lis | Jeden otvor formy mezi dvěma vyhřívanými deskami | Malé až střední díly, laboratorní a prototypové práce |
| Vícedenní vakuový lis | Vytvrzeno více úrovní formy současně | Velkoobjemové ploché díly, plechové zboží, podrážky obuvi |
| Systém vakuového vaku / autoklávu | Flexibilní vakuový sáček uzavírá část ve vyhřívané komoře | Velké, složitě tvarované díly a kompozitní pryžové lamináty |
| Rotační vakuový vulkanizační stroj | Rotace formy ve stylu karuselu přes vytvrzovací stanice | Kontinuální vysoce výkonná výroba malých uniformních dílů |
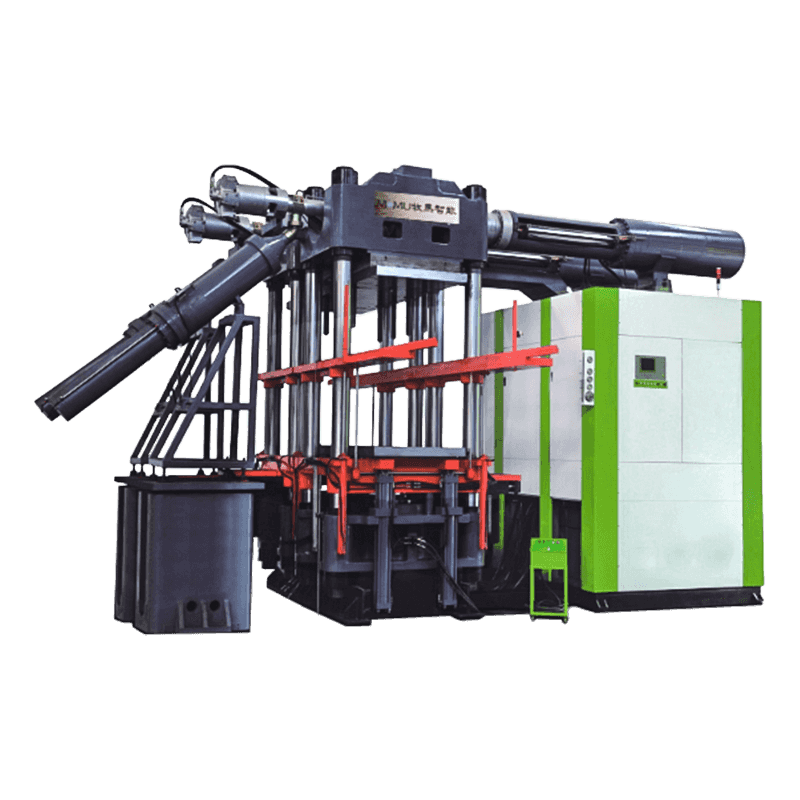
| Injekční vakuový vulkanizační lis | Kombinuje vakuovou komoru s pryžovou vstřikovací jednotkou | Přesná vstřikovaná těsnění a díly z technické pryže |
Klíčové faktory, které je třeba zvážit při nákupu vakuového vulkanizačního stroje
Investice do vakuového vulkanizačního stroje je významným kapitálovým rozhodnutím a proces specifikace vyžaduje pečlivé zhodnocení jak současných výrobních požadavků, tak předpokládaných budoucích potřeb. Uspěchaný proces výběru nebo zaměření pouze na cenu často vede k tomu, že zařízení má nedostatečnou výkonnost, vyžaduje nákladné upgrady nebo nesplňuje certifikace kvality požadované klíčovými zákazníky.
Velikost desky a síla upnutí
Rozměry desky musí pojmout největší formu, kterou hodláte provozovat, s dostatečným okrajem po obvodu formy, aby bylo zajištěno rovnoměrné rozložení tlaku. Svěrná síla musí být vypočtena na základě projektovaného tlaku v dutině kaučukové směsi při teplotě vytvrzování vynásobeného celkovou projektovanou plochou všech dutin ve formě. Poddimenzovaná upínací síla vede k blesku; nadrozměrné stroje spotřebují více energie a podlahové plochy, než je nutné. Před dokončením specifikace si vyžádejte technické výpočty od dodavatele stroje na základě vašich konkrétních údajů o formě a směsi.
Úroveň vakua a kapacita čerpadla
Dosažitelná úroveň vakua je přímým měřítkem toho, jak efektivně stroj odstraňuje vzduch a plyny z prostředí formy. Určete cílovou úroveň vakua – obvykle -0,095 MPa nebo lepší pro náročné aplikace – a potvrďte dobu nečinnosti čerpadla, aby bylo dosaženo této úrovně s naloženou formou. Kapacita čerpadla (měřená v m³/h nebo CFM) musí odpovídat objemu vakuové komory plus případnému mrtvému objemu v připojovacím potrubí. Strojům s poddimenzovanými čerpadly trvá příliš dlouho, než dosáhnou cílové úrovně vakua, což prodlužuje dobu cyklu a snižuje výkon.
Řídicí systém a protokolování dat
Moderní vakuové vulkanizační stroje by měly být vybaveny programovatelným logickým ovladačem (PLC) a dotykovým rozhraním člověk-stroj (HMI), které operátorům umožní ukládat a vyvolávat vícekrokové vytvrzovací cykly, monitorovat všechny parametry procesu v reálném čase a generovat záznamy o výrobě pro sledování kvality. Pro zákazníky v automobilovém a leteckém dodavatelském řetězci je protokolování dat teploty, tlaku, úrovně vakua a doby cyklu pro každou výrobní šarži standardním požadavkem auditu. Před nákupem ověřte, že řídicí systém stroje splňuje požadavky na dokumentaci vašeho systému řízení kvality.
Postupy údržby, které chrání výkon stroje
Dlouhodobá spolehlivost vakuového vulkanizačního stroje do značné míry závisí na strukturovaném programu preventivní údržby zaměřeném na součásti, které nejvíce podléhají opotřebení a degradaci ve výrobním prostředí s vysokou teplotou a vysokým cyklem.
- Kontrola vakuového těsnění: Při každém intervalu údržby je třeba zkontrolovat těsnění dveří komory a desky, zda nevykazují deformaci v tlaku, praskliny nebo znečištění povrchu. Degradovaná těsnění jsou nejčastější příčinou ztráty vakua a měla by být vyměňována podle plánu, spíše než čekat na viditelné selhání.
- Údržba vakuové pumpy: Rotační lamelová čerpadla vyžadují pravidelnou výměnu oleje – znečištěný nebo degradovaný olej čerpadla výrazně snižuje dosažitelnou úroveň vakua. Čerpadla se suchým šroubem vyžadují pravidelnou kontrolu rotoru a ložisek. Přísně dodržujte servisní intervaly doporučené výrobcem.
- Ověření rovinnosti desky: V průběhu času mohou opakované tepelné cykly a mechanické zatížení způsobit, že se na povrchu desky vytvoří prohnutí nebo lokalizovaná nízká místa, která mají za následek nerovnoměrné rozložení tlaku napříč formou. Pravidelně kontrolujte rovinnost desky pomocí přesné pravítka a spároměru.
- Servis hydraulického systému: Hydraulický olej by se měl každoročně odebírat a analyzovat na znečištění částicemi a degradaci viskozity. Těsnění válce a hadicové spoje by měly být zkontrolovány na těsnost při každé preventivní údržbě.
- Kalibrace termočlánku a regulátoru: Přesnost měření teploty se v průběhu času mění, jak termočlánkové přechody stárnou. Každoroční kalibrace všech teplotních senzorů podle sledovatelného referenčního standardu je nezbytná pro udržení konzistence vytvrzování a splnění požadavků auditu systému kvality.
Vakuový vulkanizační stroj představuje jedno z technicky nejkompletnějších dostupných řešení pro výrobu vysoce kvalitních pryžových komponent bez defektů ve výrobním měřítku. Kombinací přesného tepelného ovládání, hydraulického upínání a vakuového odplyňování v jediném integrovaném systému řeší nejtrvalejší požadavky na kvalitu při lisování pryže a umožňuje výrobcům splnit stále náročnější specifikace automobilového, leteckého, lékařského a průmyslového trhu, kterému slouží.