Lisování pryže je jedním z nejstarších a nejpoužívanějších procesů při výrobě pryžových dílů a stroj v centru tohoto procesu – lis na pryžové lisování – zůstává základním kamenem výrobních linek napříč automobilovým, leteckým, průmyslovým těsněním a spotřebním zbožím. Navzdory vzestupu technologií vstřikování a přetlačování přetrvává lisování díky své jednoduchosti, výhodným nákladům na nástroje a vhodnosti pro širokou škálu pryžových směsí a geometrií součástí. Pochopení toho, jak tyto stroje fungují, co odlišuje vysoce kvalitní zařízení od průměru a jak sladit specifikace stroje s vašimi výrobními potřebami, je zásadní pro inženýry, manažery nákupu a operátory závodů, kteří pracují s produkty z vulkanizované pryže.
Co dělá lis na gumu
A lisovací stroj na gumu aplikuje řízené teplo a tlak na předem odměřenou dávku nevytvrzené pryžové směsi umístěné přímo do otevřené dutiny formy. Když stroj uzavře formu pod hydraulickým tlakem, je pryž nucena přizpůsobit se tvaru dutiny. Trvalé teplo – obvykle mezi 150 °C a 200 °C v závislosti na sloučenině – spouští vulkanizaci, proces chemického zesíťování, který přeměňuje měkkou, poddajnou pryžovou směs na odolný, elastický hotový díl. Jakmile je vytvrzovací cyklus dokončen, forma se otevře a součást je odstraněna, což často vyžaduje ruční odstranění otřepů, aby se ořízl přebytečný materiál, který natekl do dělicí linie.
Proces lisování je zvláště vhodný pro přírodní kaučuk, EPDM, silikon, neopren, nitril (NBR) a fluoroelastomery (FKM/Viton). Běžně se používá k výrobě těsnění, těsnění, O-kroužků, tlumičů vibrací, membrán, pouzder a zakázkových pryžových profilů. Vzhledem k tomu, že forma je během plnění otevřená, lisování obsahuje pryž vyztuženou tkaninou, díly spojené kovem a pryží a vložky přirozeněji než procesy vstřikování, což z něj činí preferovanou metodu pro složité kompozitní pryžové komponenty.
Základní součásti stroje na lisování pryže
Pochopení hlavních součástí lisovacího lisu objasňuje jak jeho provozní principy, tak klíčové faktory kvality, které je třeba vyhodnotit při porovnávání modelů od různých výrobců.
Hydraulický systém
Hydraulický systém je srdcem stroje generujícím sílu. Hydraulické čerpadlo vhání kapalinu do válců, které pohánějí pohyblivou desku, generujíc upínací sílu, která uzavírá formu a udržuje tlak během vytvrzovacího cyklu. Upínací síla se měří v tunách a přímo určuje maximální dosažitelnou velikost formy a tlak v dutině. Stroje sahají od malých stolních jednotek o hmotnosti 10 až 50 tun pro laboratorní a prototypové práce až po velké výrobní lisy přesahující 1000 tun pro automobilové a průmyslové díly. Stabilita tlaku hydraulického systému během vytvrzování je kritická – kolísání způsobuje rozměrové odchylky v hotovém dílu a může mít za následek neúplnou výplň nebo dutinky v pryži.

Vyhřívané desky
Horní a spodní desky jsou ploché, přesně broušené kovové desky, které drží poloviny formy a přenášejí do nich teplo. Desky jsou vnitřně ohřívány pomocí elektrických odporových prvků, páry nebo cirkulace horkého oleje. Elektrické vytápění je u moderních strojů nejrozšířenější díky jeho přesné ovladatelnosti a snadné údržbě. Parní ohřev nabízí rychlý ohřev, ale vyžaduje infrastrukturu a systémy řízení tlaku. Rovnoměrnost rozložení teploty na povrchu desky je jedním z nejdůležitějších ukazatelů kvality lisu – kolísání teploty o více než ±3 °C na desce může způsobit nerovnoměrné vytvrzení, což má za následek díly s nekonzistentní tvrdostí, hustotou a rozměrovou přesností napříč formou.
Řídicí systém
Moderní stroje na lisování pryže používají řídicí systémy založené na PLC (programmable logic controller) s dotykovými panely HMI (rozhraní člověk-stroj), které umožňují operátorům programovat a ukládat receptury vytvrzování – kombinace nastavení teploty, tlaku a času pro konkrétní pryžové směsi a geometrie součástí. Pokročilé stroje nabízejí vícestupňovou regulaci tlaku, automatické dýchání formy (řízené okamžité uvolnění tlaku, aby mohl zachycený vzduch a těkavé látky uniknout během vytvrzování) a integraci s monitorováním výroby a systémy dat o kvalitě. Stroje základní úrovně mohou používat jednodušší reléové nebo analogové ovládání časovače a termostatu, které omezuje přesnost a sledovatelnost, ale snižuje náklady.
Klíčové parametry procesu a jejich vliv na kvalitu dílů
Kvalita lisování pryže je řízena třemi vzájemně závislými parametry procesu: teplotou, tlakem a časem. Správné nastavení pro konkrétní pryžovou směs a design formy je základem konzistentní výroby.
| Parametr | Typický rozsah | Účinek příliš nízký | Účinek příliš vysoký |
| Teplota | 150 °C – 200 °C | Podvytvrzení; měkké, slabé části | Overcure; křehkost, degradace povrchu |
| Tlak | 5 – 15 MPa tlak v dutině | Neúplná výplň; pórovitost; krátké záběry | Nadměrný záblesk; poškození plísní |
| Cure Time | 2 – 20 minut (závisí na složení) | Podvytvrzení; lepkavost; špatné mechanické vlastnosti | Reverze (v NR); promarněný čas cyklu |
Doba vytvrzování je specifická pro sloučeninu a musí být stanovena pomocí reometrického testování (pomocí nástrojů, jako je MDR – reometr s pohyblivou matricí) před zahájením výroby. Reometr generuje vytvrzovací křivku, která ukazuje optimální dobu vytvrzování (T90 – doba k dosažení 90 % maximálního točivého momentu) pro danou teplotu. Běžící díly na T90 místo přetvrzování zkracují dobu cyklu a spotřebu energie, aniž by došlo ke snížení mechanických vlastností. Mnoho výrobních závodů uchovává data vytvrzování reometrem spolu s recepturami vytvrzování PLC, aby byla zachována sledovatelnost a umožnilo se rychlé přizpůsobení receptury při změně šarží surovin.
Typy lisovacích lisů na pryž
Stroje na lisování pryže jsou k dispozici v několika konstrukčních a provozních konfiguracích, z nichž každá je vhodná pro různá výrobní měřítka a požadavky na díly.
- Jednodenní tisk: Nejběžnější konfigurace s jednou sadou horních a spodních desek, které se otevírají a zavírají v jediné akci. Jednoduchá obsluha a údržba a vhodná pro výrobu většiny standardních pryžových dílů. Dostupné ve velikostech od stolních laboratorních modelů až po velké průmyslové lisy.
- Vícedenní tisk: Obsahuje několik úrovní otevírání forem (denní osvětlení) naskládaných vertikálně do jednoho rámu lisu, což umožňuje vytvrzení několika forem současně v jednom lisovacím cyklu. Výrazně zvyšuje výkon na stopu stroje a je široce používán při velkoobjemové výrobě těsnění a těsnění.
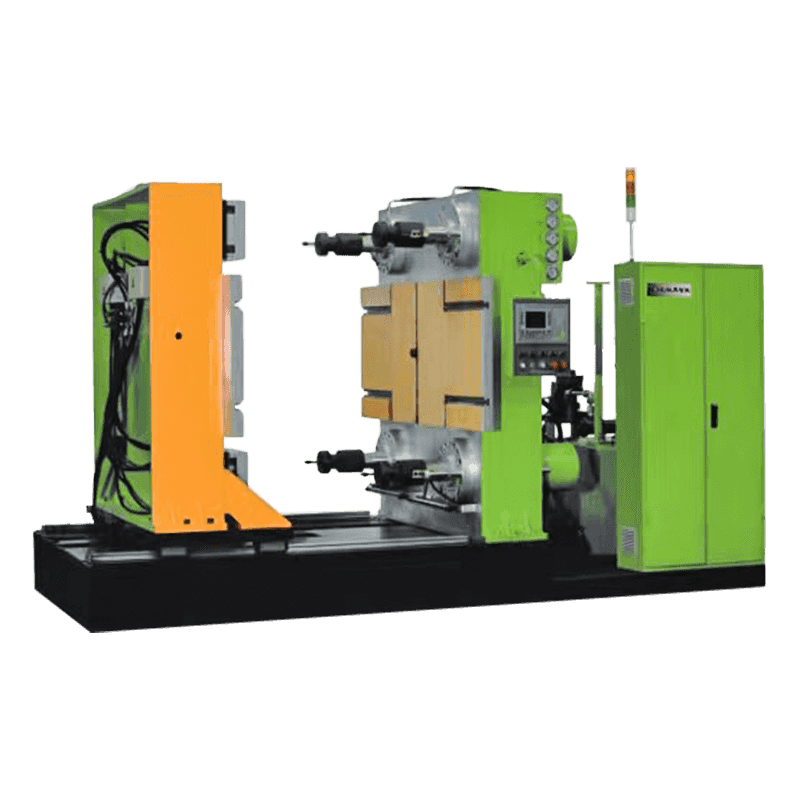
- Lis s otočným stolem: Využívá rotující karusel formovacích stanic, které indexují přes nakládací, lisovací a vykládací pozice. Umožňuje nepřetržitý provoz se sníženými prostoji obsluhy mezi cykly, dobře se hodí pro velkoobjemovou výrobu malých až středních dílů.
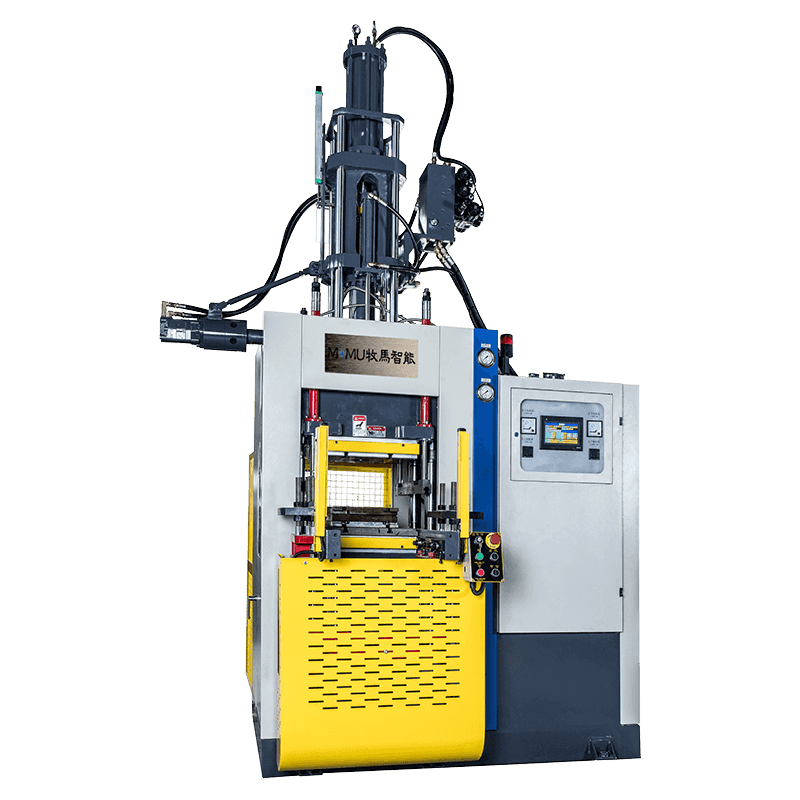
- Vakuový lisovací stroj: Tyto stroje, vybavené vakuovou komorou kolem oblasti formy, odvádějí vzduch z dutiny formy před a během uzavření. To zabraňuje zachycování vzduchu v pryži, což je kritické pro silikonové díly a další aplikace, kde je pórovitost nepřijatelná – jako jsou lékařské přístroje, těsnění pro styk s potravinami a vysoce výkonné membrány.
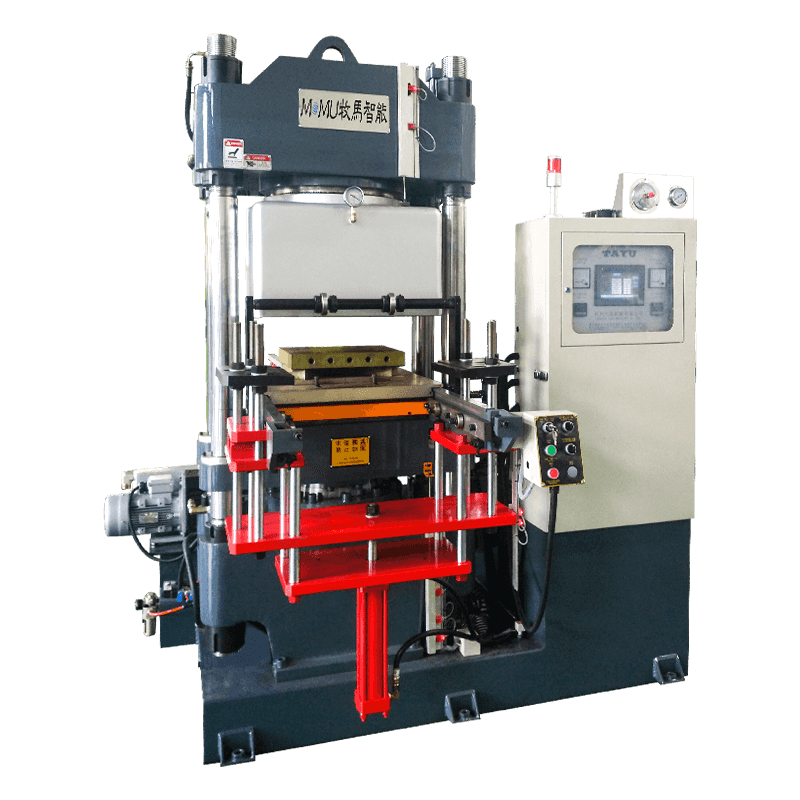
- Čtyřsloupový hydraulický lis: Používá čtyři vertikální vodicí sloupy kolem oblasti desky pro přesnou rovnoběžnost při uzavírání formy. Upřednostňuje se pro velké nebo přesné formy, kde by vychýlení nebo vychýlení desky způsobilo nerovnoměrný záblesk, nesoulad dělicí čáry nebo rozměrové odchylky napříč formou.
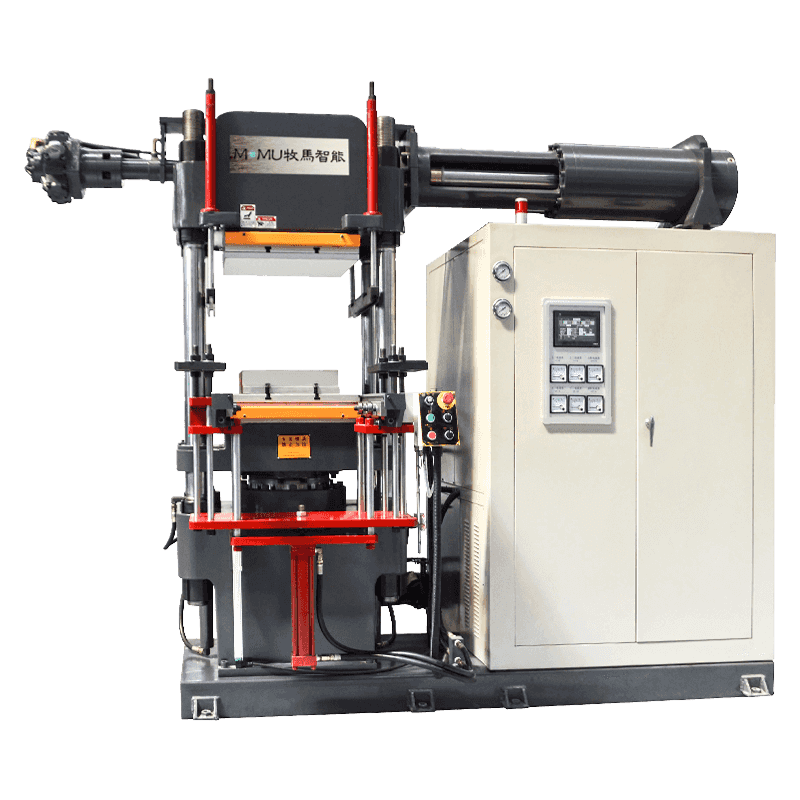
Lisování vs. přetlačování a vstřikování pryže
Výrobci pryže často stojí před rozhodnutím, zda je komprese, přenos nebo vstřikování tím správným procesem pro konkrétní díl. Každý z nich má jasné výhody a omezení, které by měly být vyhodnoceny s ohledem na objem výroby, složitost součásti, typ materiálu a rozpočet na nástroje.
| Faktor | Komprese | Přenést | Injekce |
| Náklady na nástroje | Nízká | Střední | Vysoká |
| Doba cyklu | Delší | Střední | Nejkratší |
| Materiální odpad | Střední (blesk) | Střední (hrnec/vtok) | Nízká |
| Složitost části | Nízká to Medium | Střední | Vysoká |
| Vložit výlisek | Výborně | Dobře | Omezené |
| Objemová vhodnost | Nízká to medium | Střední | Vysoká volume |
| Vyžaduje se dovednost operátora | Mírný | Mírný | Vysokáer |
Lisování trvale vyhrává v ceně nástrojů a flexibilitě vstřikování, a proto zůstává dominantním procesem pro vývoj prototypů, krátké výrobní série a díly vyžadující lepení kovů nebo tkanin. U aplikací s velmi velkým objemem, kde se náklady na pracovní sílu na díl stávají dominantním ekonomickým faktorem, automatický cyklus vstřikování a minimální požadavek na oříznutí obecně ospravedlňují vyšší investice do vybavení a nástrojů.
Co hodnotit při výběru lisu na gumu
Výběr správného stroje vyžaduje pečlivé sladění specifikací vašeho produktu, objemu výroby, pryžových směsí a provozního prostředí. Nákup nedostatečně specifikovaného vybavení vytváří překážky; nadměrná specifikace odpadového kapitálu. Každé seriózní hodnocení by se mělo řídit následujícími kritérii:
- Upínací síla: Vypočítejte požadovanou tonáž na základě projektovaného tlaku v dutině (typicky 7 až 12 MPa pro většinu pryžových směsí) vynásobeného celkovou projektovanou plochou všech dutin plus plochou vzplanutí ve formě. Vždy zahrňte bezpečnostní rezervu alespoň 20 %, aby se vyhovělo variacím mezi směsmi a konstrukcemi forem.
- Velikost desky: Deska musí být dostatečně velká, aby se do ní vešla vaše největší forma s vůlí na všech stranách pro upnutí a tepelnou rovnoměrnost. Standardní velikosti desek se pohybují od 200 × 200 mm pro malé laboratorní lisy až po 1 200 × 1 200 mm nebo větší pro průmyslové výrobní stroje.
- Rovnoměrnost teploty: Vyžádejte si od výrobce specifikaci stejnoměrnosti teploty tiskové desky a ověřte ji, je-li to možné, nezávisle. Pro přesné silikonové nebo lékařské pryžové díly je zásadní rovnoměrnost ±2 °C nebo lepší po celém povrchu desky.
- Otevírání za denního světla: Maximální vzdálenost mezi otevřenými deskami musí odpovídat výšce vaší formy a volnému prostoru pro odebírání a vkládání dílů. Nedostatek denního světla nutí obsluhu do nepohodlných pozic, které zpomalují dobu cyklu a zvyšují ergonomické riziko.
- Propracovanost řídicího systému: Vyhodnoťte, zda ukládání receptur PLC, protokolování dat a možnosti vzdáleného monitorování odpovídají vašim požadavkům na řízení kvality a sledovatelnost. Průmyslová odvětví, jako je automobilový průmysl (IATF 16949) a lékařství (ISO 13485), mají specifické požadavky na dokumentaci procesů, které jednodušší stroje nemohou podporovat.
- Poprodejní podpora a dostupnost náhradních dílů: Hydraulická těsnění, topná tělesa a ovládací součásti se časem opotřebovávají. Potvrďte, že výrobce nebo místní distributor udržuje zásoby náhradních dílů a může poskytnout technickou podporu v přijatelných dobách odezvy pro vaše produkční prostředí.
Postupy údržby, které prodlužují životnost stroje a chrání kvalitu dílů
Stroj na lisování pryže pracující ve výrobních podmínkách je vystaven neustálému tepelnému cyklování, hydraulickému tlakovému namáhání a kontaminaci pryžové směsi. Ukázněná rutina údržby není volitelná – je to rozdíl mezi strojem, který poskytuje stálý výkon po dobu 20 let, a strojem, který generuje závady a prostoje do pěti let.
- denně: Pomocí vhodného separačního prostředku a neabrazivních nástrojů očistěte povrchy desky a dělicí plochy formy od zbytků otřepů a směsi. Zkontrolujte hladinu hydraulické kapaliny a zkontrolujte, zda kolem těsnění válců a armatur nejsou viditelné netěsnosti. Ověřte naměřené hodnoty teploty desky pomocí kalibrovaného termočlánku.
- Týdně: Zkontrolujte stav hydraulické kapaliny a stav filtru. Zkontrolujte vodicí sloupky a rovnoběžnost desky. Ověřte, že všechna bezpečnostní blokování – včetně nouzových zastavení, světelných závěsů a přetlakových ventilů – fungují správně.
- Měsíčně: Kalibrujte regulátory teploty a termočlánky podle sledovatelné reference. Zkontrolujte odpor topného článku, abyste identifikovali prvky, které se blíží ke konci životnosti, než selžou ve výrobě. Zkontrolujte těsnění hydraulického válce, zda nevykazuje známky slzení.
- Ročně: Kompletní výměna hydraulické kapaliny a výměna filtru. Měření rovinnosti desky a případná korekce. Kompletní kontrola elektrického systému včetně těsnosti svorek, izolačního odporu a výměny baterie PLC.
Stroj na lisování pryže je dlouhodobá kapitálová investice, jejíž návratnost závisí na disciplině procesu stejně jako na kvalitě stroje. Přizpůsobení správné specifikace stroje vašemu sortimentu výrobků, stanovení přesných procesních parametrů pro každou směs a udržování zařízení podle standardů výrobce jsou tři pilíře produktivního a nákladově efektivního lisování pryže. Pro výrobce, kterým tato kombinace vyhovuje, zůstává lisování jedním z nejspolehlivějších a ekonomicky nejúčinnějších dostupných procesů tvarování pryže.