Proč vakuum mění vše ve vulkanizaci pryže
Vulkanizace kaučuku – proces zesíťování polymerních řetězců pomocí tepla a tlaku k přeměně surového kaučuku na odolný, elastický materiál – se průmyslově používá již více než 180 let. Zavedení vakuové technologie do procesu vulkanizace však představuje jedno z nejvýznamnějších vylepšení v moderní gumárenské výrobě. A vakuový vulkanizační stroj na pryž odvádí vzduch a zachycené plyny z pryžové směsi a dutiny formy před a během vytvrzování, čímž eliminuje poréznost, dutiny a povrchové defekty, které vulkanizace za atmosférického tlaku nevyhnutelně vytváří u přesných součástí.
Výsledkem je měřitelně lepší produkt: hustší zesíťované sítě, vylepšené mechanické vlastnosti, lepší rozměrová přesnost a povrchy bez defektů – to vše je kritické v aplikacích, kde selhání pryžových součástí nese bezpečnostní nebo regulační důsledky. Vzhledem k tomu, že poptávka po přesných pryžových dílech roste v automobilovém, leteckém, lékařském a elektronickém sektoru, vakuové vulkanizační stroje se přesunuly ze speciálních zařízení do běžných průmyslových nástrojů.
Proces vulkanizace: konvenční vs. vakuový
Abychom pochopili hodnotu vakuové vulkanizace, je užitečné přesně prozkoumat, kde konvenční metody zaostávají.
Konvenční lisování nebo přetlačování
Při standardní kompresní nebo přenosové vulkanizaci se kaučuková směs umístí do vyhřívané formy a aplikuje se tlak, aby se materiál vtlačil do dutiny formy. Vzduch zachycený ve směsi nebo na rozhraní směs-forma nemá žádnou únikovou cestu. Jak teplota stoupá a začíná zesíťování, tento zachycený vzduch vytváří mikrodutiny – póry, puchýře a povrchové důlky – které snižují hustotu součásti, pevnost v tahu a únavovou životnost. U nekritických spotřebních produktů je tato degradace přijatelná. U těsnění, membrán, součástí lékařských přístrojů a těsnění pro letecký průmysl tomu tak není.
Vulkanizace za pomoci vakua
Vakuový stroj na vulkanizaci pryže aplikuje řízené vakuum - obvykle v rozsahu –0,08 až –0,098 MPa (přibližně –80 až –98 kPa měřidla) — do dutiny formy před vstřikováním nebo lisováním směsi a udržuje toto vakuum během počátečních fází vytvrzování. Tato evakuace odstraňuje rozpuštěné plyny z kaučukové matrice, odstraňuje vzduchové kapsy na rozhraní a snižuje bod varu vlhkosti ve směsi, přičemž ji před aplikací tepla vytáhne. Cyklus vytvrzování pak probíhá jak ve vakuu, tak i pod tlakem, čímž se získá plně zpevněný díl bez dutin.
Klíčové technické výhody vakuové vulkanizace
Výkonnostní přínosy vakuové vulkanizace jsou kvantifikovatelné napříč mnoha kvalitativními a procesními metrikami:
- Odstranění pórovitosti a dutin — Vakuová evakuace odstraňuje zachycený vzduch dříve, než jej gelace uzamkne na místě. Díly dosahují relativní hustoty blížící se teoretickému maximu směsi, což se přímo promítá do zlepšené pevnosti v tahu, prodloužení při přetržení a odolnosti proti únavě.
- Špičková kvalita povrchu — Bez zachycení vzduchu na rozhraní formy a pryže jsou hotové povrchy hladké, kosmeticky čisté a bez důlků. To je zvláště důležité pro optické silikonové čočky, lékařské hadičky a pryžové zboží určené pro spotřebitele, kde estetika ovlivňuje vnímanou kvalitu.
- Lepší rozměrová přesnost — Konsolidace bez dutin vytváří díly, které přesně odpovídají geometrii formy. Smrštění je předvídatelnější a stejnoměrnější, snižuje rozměrové odchylky po vytvrzení – klíčová výhoda pro O-kroužky, těsnění a lisované díly s vysokou tolerancí.
- Zlepšený tok směsi ve složitých geometriích — Vakuové tažení napomáhá pohybu směsi do hlubokých zářezů, tenkých sekcí a složitých prvků formy, které se vstřikováním při atmosférickém tlaku obtížně zcela zaplňují.
- Snížená míra zmetkovitosti a přepracování — Odstraněním primární příčiny vizuálních a strukturálních defektů lisované pryže vakuová vulkanizace výrazně snižuje míru zmetkovitosti přesných součástí a zlepšuje celkovou efektivitu zařízení (OEE) pro operace lisování pryže.
- Kompatibilita se sloučeninami citlivými na vlhkost — Silikonový kaučuk, EPDM a některé speciální elastomery jsou zvláště citlivé na zbytkovou vlhkost během vytvrzování. Vakuové odplynění před ohřevem účinně odstraňuje tuto vlhkost a zabraňuje parou řízené pórovitosti ve vytvrzené části.
Typy vakuových vulkanizačních strojů na pryž
Vakuové vulkanizační zařízení je k dispozici v několika konfiguracích, z nichž každá je vhodná pro různá výrobní měřítka, typy pryže a geometrie součástí.
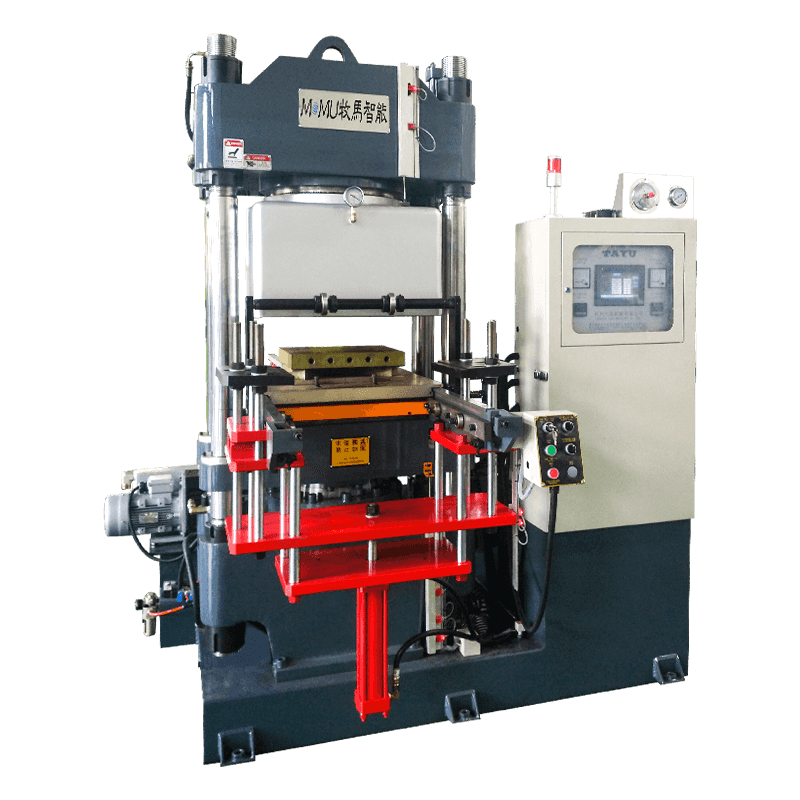
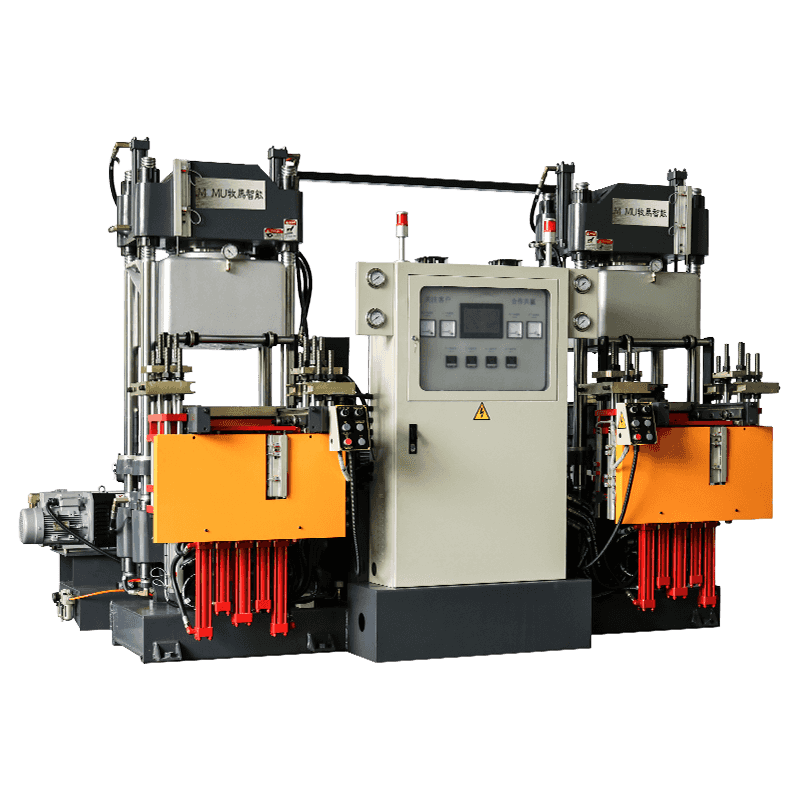
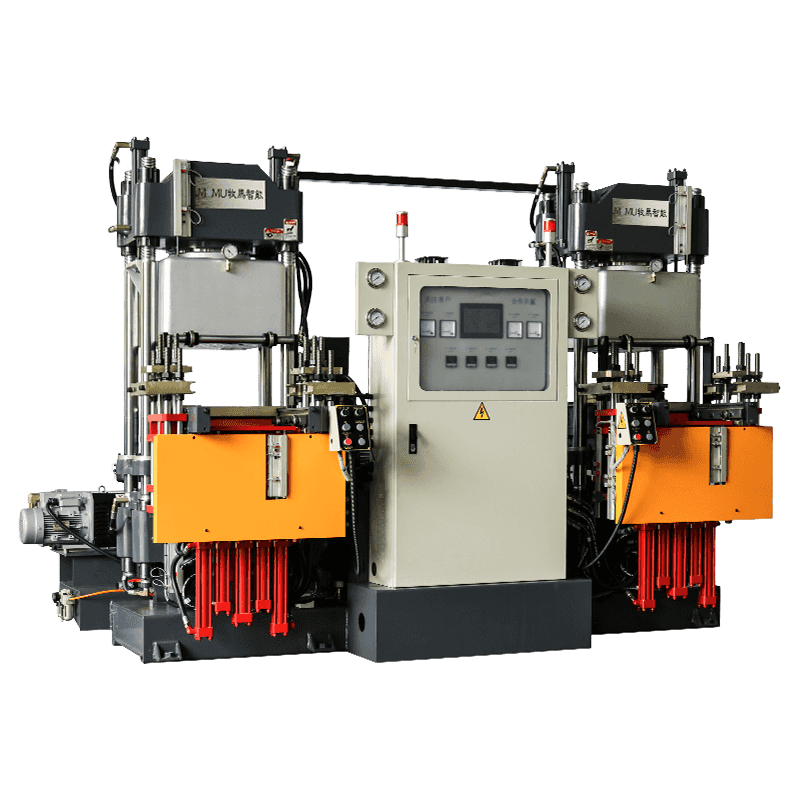
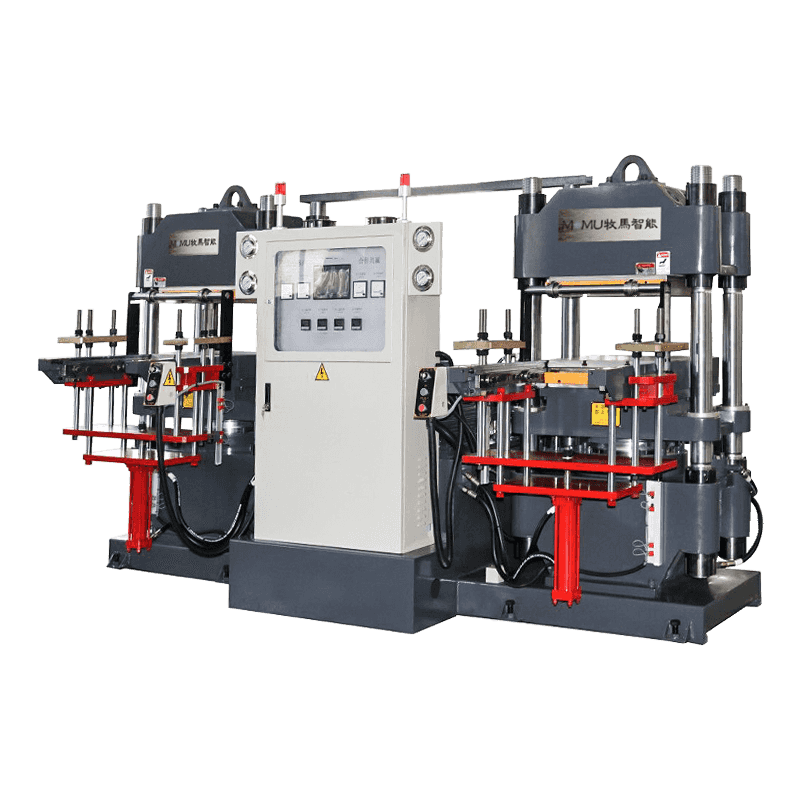
Lis na vakuové lisování
Nejpoužívanější konfigurace v dávkovém lisování pryže. Hydraulický lis s vyhřívanými deskami stlačuje formu; vakuový okruh – integrovaný do formy nebo aplikovaný prostřednictvím periferní vakuové komory – evakuuje dutinu před a během uzavření. Vhodné pro ploché podložky, plechy, těsnění a relativně jednoduché lisované profily. Teploty desky se obvykle pohybují od 150 °C až 200 °C s hydraulickými tlaky od 10 do 200 tun v závislosti na velikosti součásti a viskozitě směsi.
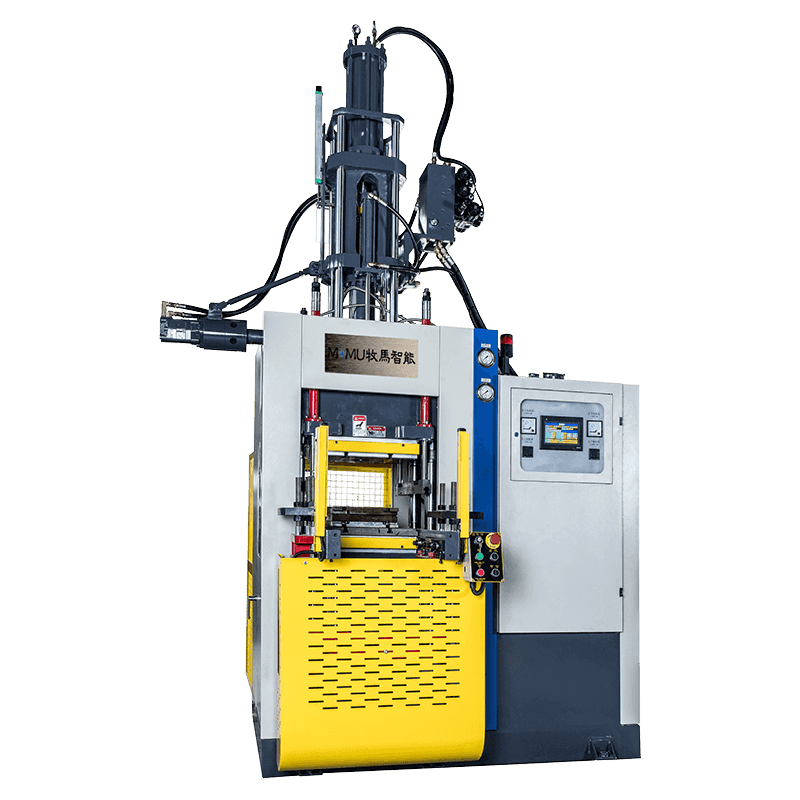
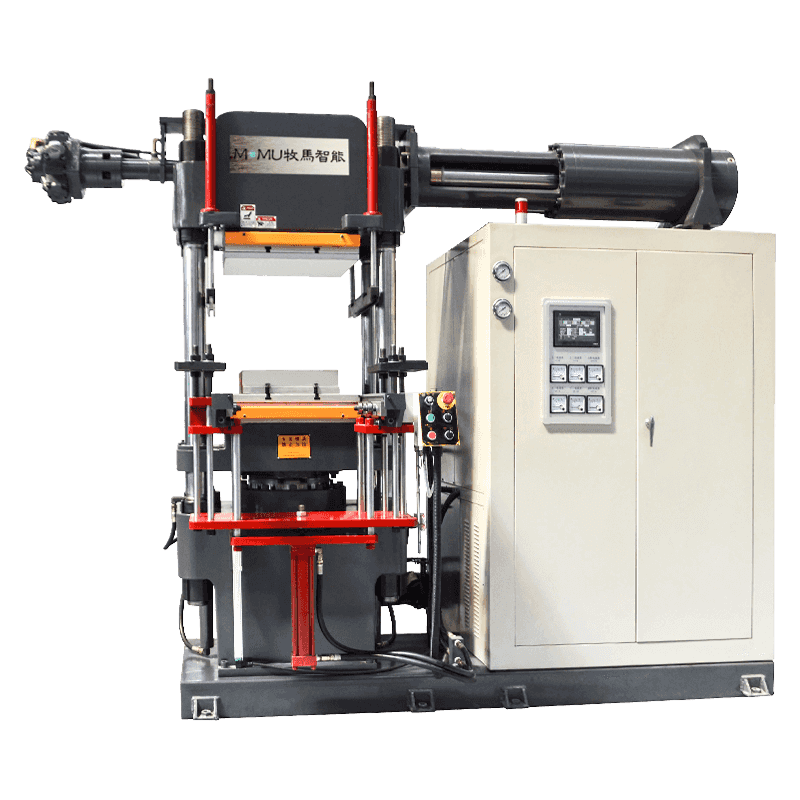
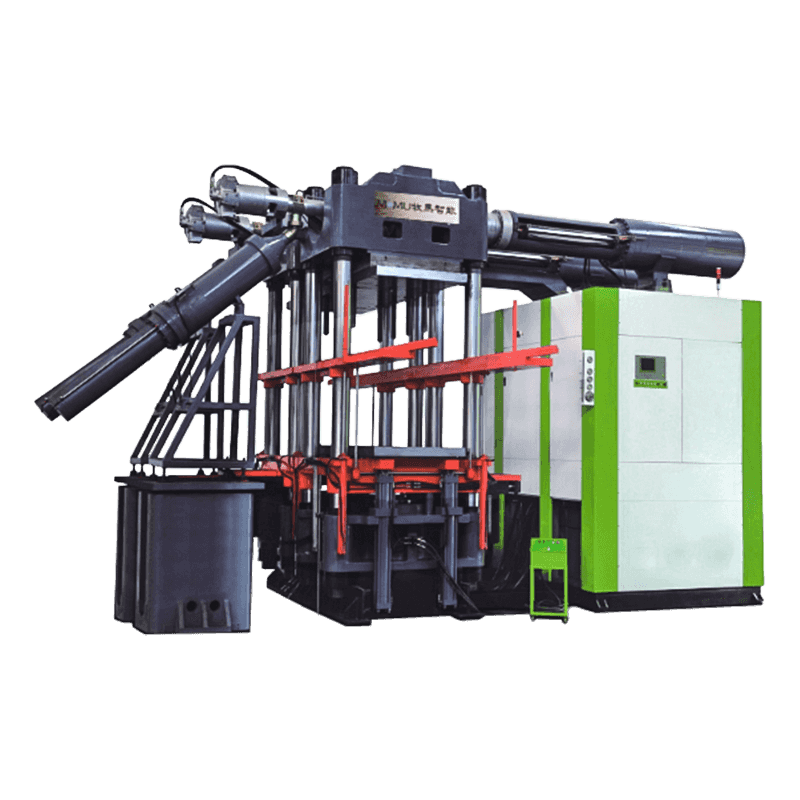
Vakuový vstřikovací stroj
Kombinuje evakuaci vakuové dutiny se vstřikováním předem změkčené pryžové směsi pod tlakem. Forma je utěsněna a evakuována před zahájením vstřikování, poté je směs vstřikována do evakuované dutiny. Tato konfigurace poskytuje nejlepší rozměrovou konzistenci pro složité trojrozměrné díly vyráběné ve velkých objemech – automobilová těsnění, průchodky konektorů a součásti lékařských přístrojů jsou typické aplikace. Časy cyklů jsou kratší než u lisování díky přesnému dávkování směsi a rychlejšímu plnění.
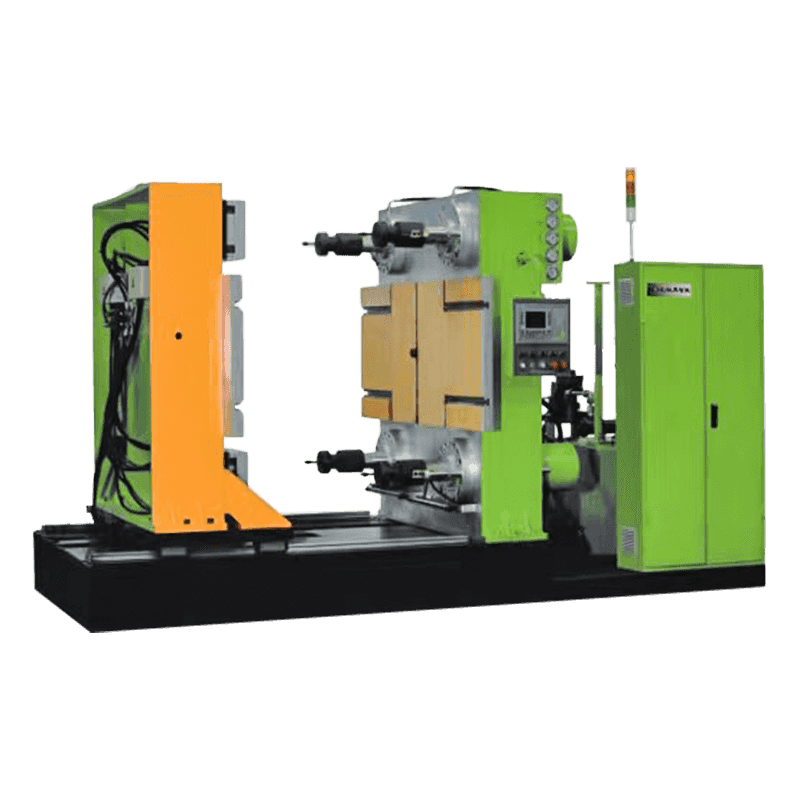
Vakuový autoklávový vulkanizér
Používá se pro velké, nepravidelně tvarované pryžové díly – hadice, kompenzátory, trubky s pryžovou vložkou a kompozitní sestavy – které nelze umístit do běžné lisovací formy. Součást se umístí do vakuového vaku nebo utěsněné komory, evakuuje se a poté se v nádobě autoklávu vystaví zvýšené teplotě a tlaku (pára nebo horký vzduch). Běžné v leteckém kaučukovém lepení a velkých průmyslových aplikacích pryžového obložení. Doba cyklů je delší, ale proces se přizpůsobí geometriím součástí, které žádná jiná metoda nezvládne.
Vulkanizační lis na vakuové desky (typ s dopravním pásem)
Speciálně navrženo pro vulkanizaci pryžových dopravních pásů, podlahových desek a širokých plochých výrobků. Vícenásobně vyhřívané desky lisují kontinuálně podávaný pás nebo arch, zatímco je na lisovací zónu aplikováno vakuum. Běžné při výrobě dopravníkových pásů a výrobě pryžových podlah, kde šířka může přesáhnout 2 000 mm a je vyžadována nepřetržitá průchodnost.
Základní systémové komponenty
Vakuový stroj na vulkanizaci pryže integruje několik subsystémů, které musí pracovat v koordinaci, aby bylo dosaženo konzistentní kvality vytvrzení.
| Subsystém | Funkce | Specifikace klíče |
|---|---|---|
| Systém vakuového čerpadla | Evakuuje dutinu formy na cílový tlak | Cíl: ≤–0,095 MPa; rotační lopatkové nebo kapalinové prstencové čerpadlo |
| Topné desky / Komora | Dodávejte a udržujte vytvrzovací teplotu rovnoměrně | rovnoměrnost ±1–2°C; elektrickým nebo parním ohřevem |
| Hydraulický upínací systém | Vyvíjí a udržuje tlak na uzavření formy | Tonáž přizpůsobená ploše součásti a viskozitě směsi |
| Vakuový těsnící systém | Udržuje integritu vakua během vytvrzovacího cyklu | O-kroužek nebo labyrintová těsnění na dělicí lince formy |
| Řídicí systém PLC | Sekvenční události vakua, teploty a tlaku | Programovatelné vytvrzovací profily; schopnost protokolování dat |
| Regulátor teploty formy | Rychlé zahřátí a přesná regulace teploty | řízené PID; doba odezvy <30 sekund |
Průmyslové aplikace
Vakuové vulkanizační stroje se používají všude tam, kde konvenční vulkanizace vytváří nepřijatelnou míru vad nebo kde vlastnosti materiálu musí splňovat přísné výkonové normy.
Automobilové těsnící systémy
Těsnění motorového prostoru, těsnění dveří a oken, O-kroužky palivového systému a membrány brzdového systému patří mezi aplikace s nejvyšším objemem. Jedno osobní vozidlo obsahuje více než 400 jednotlivých pryžových těsnicích prvků , z nichž mnohé musí splňovat normy nulové netěsnosti po dobu životnosti 150 000 km. Vakuové lisování zajišťuje integritu průřezu bez dutin, která to umožňuje.

Lékařské a farmaceutické vybavení
Komponenty ze silikonové pryže pro zdravotnická zařízení – hadičky, zátky, membrány, prvky peristaltické pumpy a implantovatelné části – vyžadují absolutní ochranu před porézností a kontaminací. Vakuová vulkanizace je uznávaným standardním procesem pro lisování silikonu lékařské kvality a regulační požadavky pro zdravotnické prostředky třídy II a III obvykle odkazují na vakuové zpracování jako součást schváleného výrobního protokolu.
Letectví a obrana
Těsnění dveří letadla, přetlaková těsnění kabiny, elastomery palivového systému a držáky pro izolaci vibrací musí splňovat požadavky AS9100 a MIL-spec, které se výslovně zabývají porézností a rozměrovou tolerancí. Vulkanizace ve vakuu v autoklávu je standardní metodou pro sestavy spojované pryží a velkoformátové elastomerní součásti leteckého průmyslu.
Elektronika a polovodiče
Silikonové klávesnice, vodivé elastomerové kontakty, EMI stínící těsnění a optické silikonové čočky pro LED aplikace všechny těží z vakuového lisování. Pórovitost těchto součástí způsobuje kolísání elektrického odporu, optický rozptyl a předčasné mechanické selhání – vady, které vakuová vulkanizace eliminuje na úrovni procesu, spíše než se spoléhat na následnou kontrolu a třídění.
Průmyslové hadice a dopravníkové systémy
Vysokotlaké hydraulické hadice, potrubí pro přenos chemikálií a dopravníkové pásy pracující v abrazivním nebo chemicky agresivním prostředí vyžadují husté pryžové konstrukce bez dutin, aby bylo dosaženo jmenovitých tlaků při roztržení a životnosti. Vulkanizace pomocí vakuového autoklávu nebo vakuového lisu poskytuje kvalitu konsolidace, kterou tyto aplikace vyžadují.
Procesní parametry a návrh vytvrzovacího cyklu
Vulkanizační cyklus pro vakuovou vulkanizaci zahrnuje přesně sekvenovanou sérii událostí. Odchylky od optimalizované sekvence – zejména časování vakua vzhledem k teplotní rampě – přímo ovlivňují kvalitu dílu.
- Plnění formy a počáteční uzavření — Směs je naplněna a forma je uzavřena do „prasklé“ polohy (částečně uzavřená), aby bylo umožněno vakuové tažení bez úplného stlačení.
- Aplikace vakua — Vakuové čerpadlo evakuuje dutinu formy na cílový tlak (typicky ≤–0,09 MPa). Tato fáze obvykle trvá 30 až 120 sekund v závislosti na objemu dutiny a obsahu složeného plynu. Vakuum musí být dosaženo předtím, než začne významný přenos tepla do směsi — předčasné zahřátí spustí zesítění před dokončením odplynění.
- Úplné uzavření formy pod vakuem — Jakmile je potvrzeno cílové vakuum, použije se plný hydraulický upínací tlak. Směs proudí do evakuované dutiny za kombinovaného vakuového tažení a mechanického tlaku.
- Izotermické vytvrzení — Teplota formy je udržována na specifikované vytvrzovací teplotě (typicky 150–180 °C pro sloučeniny NR/SBR; 170–200 °C pro silikon) po vypočítanou dobu vytvrzování t90 – čas k dosažení 90 % maximální hustoty zesítění, jak je stanoveno reometrickou analýzou.
- Uvolnění tlaku a demontáž — Po dokončení vytvrzení se uvolní upínací tlak, odvzdušní se vakuum a forma se otevře pro odstranění součásti. Sekundární vulkanizace po vytvrzení v peci může být specifikována pro určité silikonové a fluoroelastomerní sloučeniny za účelem úplného zesítění a odstranění vedlejších produktů vytvrzování.
Kritéria pro výběr zařízení
Výběr vpravo vakuový vulkanizační stroj pro danou aplikaci vyžaduje vyhodnocení několika vzájemně závislých faktorů. Přílišné zjednodušení tohoto rozhodnutí vede buď k nedostatečně specifikovanému vybavení, které nemůže dosáhnout požadované kvality, nebo k přetechnizovaným strojům, jejichž schopnosti nejsou nikdy využity.
- Velikost dílu a geometrie — Ploché nebo jednoduché profily vyhovují konfiguracím lisovacích lisů; složité trojrozměrné díly vyžadují schopnost vstřikování; velké nebo nepravidelné tvary vyžadují zpracování v autoklávu.
- Typ pryžové směsi — Silikon, EPDM, NBR, fluoroelastomer a přírodní kaučuk mají odlišné požadavky na vytvrzovací teploty, tlaky a citlivost na vakuum, které ovlivňují specifikaci stroje.
- Objem výroby — velkoobjemová výroba ospravedlňuje investice do vícedutinových vstřikovacích lisů s automatizovaným vyjímáním z formy; maloobjemové nebo prototypové práci lépe vyhovují menší flexibilní kompresní jednotky.
- Hloubka vakua a doba zdržení — Aplikace s vysoce viskózními sloučeninami nebo formulacemi s vysokým obsahem plynu vyžadují hlubší vakuum (bližší -0,098 MPa) a delší dobu prodlevy při evakuaci před zahájením vytvrzování.
- Specifikace stejnoměrnosti teploty — Lékařské a letecké součásti s vysokou tolerancí vyžadují rovnoměrnost teploty desky ±1 °C nebo lepší; obecné průmyslové aplikace mohou akceptovat ±3–5°C.
- Požadavky na automatizaci a protokolování dat — Regulovaná průmyslová odvětví (lékařství, letectví, styk s potravinami) vyžadují úplné protokolování parametrů procesu, sledovatelnost podle šarží a profily vytvrzování řízené PLC, které nelze během výroby ručně přepsat.
Komplexní procesní audit – prověřující složení směsi, návrh dílů, požadavky na kvalitu a objem výroby – prováděný před pořízením zařízení, zabraňuje nákladným chybám ve specifikacích a zajišťuje, že vybraný stroj poskytuje požadovaný výstup od uvedení do provozu.