Co je vakuový vulkanizační stroj?
A vakuový vulkanizační stroj na pryž je specializovaný průmyslový lis, který vytvrzuje surové nebo nevytvrzené pryžové směsi v kombinaci s kontrolovaným teplem, tlakem a vakuem. Termín "vulkanizace" odkazuje na proces chemického zesíťování, který přeměňuje měkkou, poddajnou pryž na odolný, elastický a rozměrově stálý materiál. Ve standardních vulkanizačních lisech řídí vytvrzovací reakci samotné teplo a tlak. Ve vakuových vulkanizačních strojích se přidáním utěsněného vakuového prostředí odstraňuje zachycený vzduch, vlhkost a těkavé plyny z pryžové hmoty před a během vytvrzování – výsledkem je výrazně hustší, jednotnější a bezchybný konečný produkt.
Funkce vakua není pouze doplňkovou funkcí; zásadně mění kvalitativní výsledky dosažitelné při výrobě pryže. Vzduchové kapsy a inkluze vlhkosti patří mezi nejběžnější zdroje poréznosti, tvorby puchýřů a strukturální slabosti u dílů z vulkanizované pryže. Vakuováním dutiny formy na úroveň vakua typicky mezi -0,08 MPa a -0,1 MPa před aplikací plného formovacího tlaku stroj odstraňuje tyto vady u jejich zdroje. Výsledkem jsou pryžové výrobky s vynikající povrchovou úpravou, stálou vnitřní hustotou a zlepšeným mechanickým výkonem – charakteristikami, které jsou kritické v přesných průmyslových odvětvích, včetně automobilového těsnění, lékařských zařízení, leteckých komponent a vysoce výkonných podrážek obuvi.
Proces vulkanizace: Co se děje uvnitř stroje
Pochopení posloupnosti operací uvnitř vakuového stroje na vulkanizaci pryže objasňuje, proč integrace vakua tak podstatně zlepšuje kvalitu výstupu. Proces se odehrává v několika různých fázích, které stroj řídí automaticky prostřednictvím programovatelného logického ovladače (PLC) nebo rozhraní dotykové obrazovky.
Cyklus začíná přípravou a plněním formy. Operátor umístí nevytvrzenou pryžovou směs – ve formě předem zvážených přířezů, plechů nebo předlisků – do vyhřívané dutiny formy. Forma se částečně uzavře a aktivuje se vývěva, která odčerpá vzduch a zbytkovou vlhkost z dutiny formy prostřednictvím integrovaných vakuových kanálů. Jakmile je dosaženo cílové úrovně vakua a je udržována po nastavenou dobu prodlevy, typicky 15 až 60 sekund, lis se úplně uzavře, aby se použil lisovací tlak. Kombinace tepla vedeného přes vyhřívané desky, aplikovaného tlaku a nepřítomnosti zachycených plynů pak pohání zesíťovací reakci rovnoměrně v celé hmotě pryže. Po uplynutí naprogramované doby vytvrzování – která se pohybuje od jedné do třiceti minut v závislosti na typu pryžové směsi a tloušťce dílu – se lis otevře, uvolní se vakuum a vytvrzený díl se vyjme z formy.
Stejně důležitá je přesnost regulace teploty. Moderní vakuové vulkanizační stroje udržují teplotu desky v rozmezí ±1°C až ±2°C po celém povrchu formy pomocí elektrických odporových topných těles nebo parou vyhřívaných desek v kombinaci s vestavěnými teplotními senzory a PID regulátory s uzavřenou smyčkou. Tato stejnoměrnost zajišťuje konzistentní vytvrzení v celém produktu, čímž se eliminuje riziko nedostatečně vytvrzených středů nebo příliš vytvrzených povrchů, ke kterým může dojít, když existují teplotní gradienty napříč formou.

Základní komponenty a jejich funkce
Výkon vakuového vulkanizačního stroje závisí na kvalitě a integraci jeho klíčových konstrukčních a funkčních součástí. Každý prvek hraje definovanou roli při dosahování konzistentní vulkanizace bez defektů.
Vyhřívané desky
Desky jsou ploché, tuhé desky, mezi kterými je forma stlačena. Ve vakuových vulkanizačních strojích jsou desky vyráběny z ušlechtilé oceli se zabudovanými topnými články nebo vnitřními kanály pro cirkulaci páry. Tolerance rovinnosti je kritická – deska s nerovným povrchovým kontaktem bude produkovat nerovnoměrné rozložení tlaku napříč formou, což povede ke změnám tloušťky a neúplnému vytvrzení v nízkotlakých zónách. Prémiové stroje specifikují rovinnost desky do 0,05 mm po pracovní ploše a používají vícebodové snímání teploty k detekci a kompenzaci jakékoli tepelné nerovnoměrnosti.
Vakuový systém
Vakuový systém se skládá z vývěvy – obvykle typu rotační lopatky nebo suchého šneku – připojené k dutině formy prostřednictvím utěsněného okruhu včetně vakuového potrubí, vakuové vyrovnávací nádrže, solenoidových ventilů a vakuometrů. Vyrovnávací nádrž uchovává předem vakuovaný objem, takže dutina formy může být rychle uvedena na cílovou úroveň vakua bez přetížení čerpadla. Vakuového těsnění rozhraní formy je dosaženo pomocí obvodových těsnění nebo kanálků O-kroužků obrobených do dělicí linky formy. Integrita tohoto těsnícího systému je zásadní – jakákoli netěsnost snižuje dosažitelnou úroveň vakua a snižuje účinnost odvodu vzduchu.
Hydraulický nebo mechanický upínací systém
Upínací síla, která drží formu uzavřenou během vulkanizace, je generována buď systémem hydraulického válce, nebo u menších strojů mechanickými kloubovými mechanismy. Hydraulické systémy nabízejí přesnější a programovatelnou regulaci tlaku a jsou standardem u produkčních vakuových vulkanizačních strojů. Upínací síly se pohybují od pouhých 50 kN v laboratorních strojích nebo strojích na výrobu malých dílů až po více než 10 000 kN ve velkých průmyslových lisech pro automobilové nebo průmyslové pryžové výrobky. Přesná regulace tlaku je nezbytná, protože jak podtlak, tak přetlak vytváří vadné díly – záblesky, rozměrovou nepřesnost nebo praskliny způsobené napětím.
Řídicí systém PLC
Moderní vakuové vulkanizační stroje jsou vybaveny programovatelnými logickými ovladači a dotykovými rozhraními člověk-stroj (HMI), které umožňují operátorům ukládat, vyvolávat a monitorovat vytvrzovací programy pro různé pryžové směsi a konfigurace forem. Typický program ukládá cílovou teplotu, dobu vytvrzování, úroveň vakua, dobu setrvání ve vakuu a upínací tlak jako jediný recept. PLC monitoruje zpětnou vazbu senzoru v reálném čase a generuje alarmy pro odchylky, čímž zajišťuje sledovatelnost procesu a konzistentní kvalitu jednotlivých dávek.
Typy vakuových vulkanizačních strojů na pryž
Vakuové stroje na vulkanizaci pryže jsou k dispozici v několika konfiguracích, z nichž každá je vhodná pro různé objemy výroby, geometrie produktů a typy pryže. Výběr správného typu stroje je stejně důležitý jako specifikace správných parametrů procesu.
| Typ stroje | Konfigurace | Nejvhodnější pro |
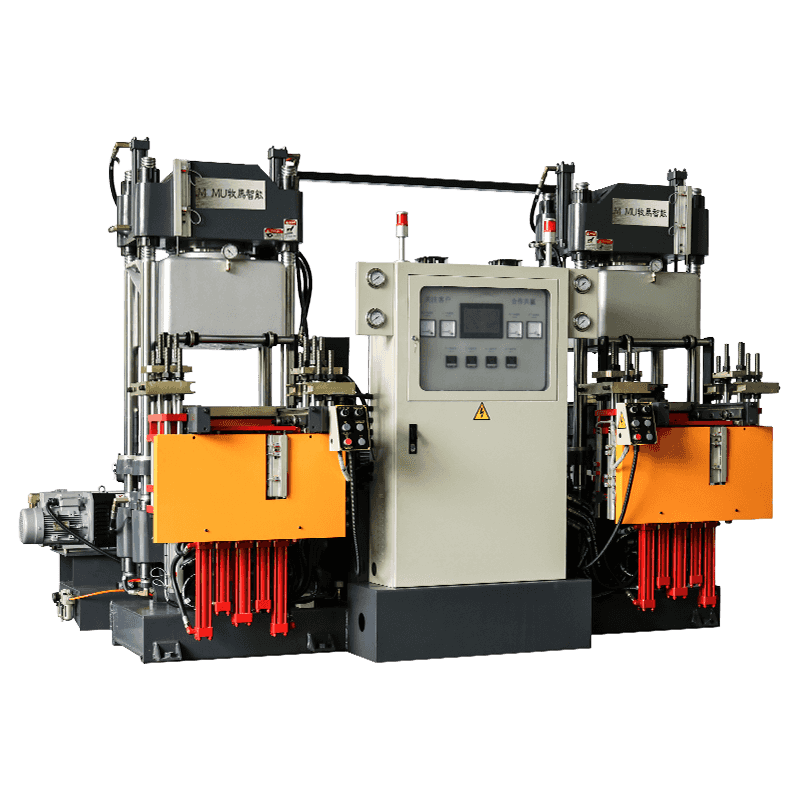
| Jednodenní plochý lis | Jeden otvor formy mezi dvěma deskami | Malé až středně ploché pryžové díly, těsnění, těsnění |
| Vícedenní tisk | Několik naskládaných otvorů forem na jeden lis | Velkosériová výroba plochých nebo tenkých pryžových desek |
| Rotační nebo karuselový lis | Otočná vícestaniční platforma s pevným zdrojem tepla | Podrážky obuvi, kontinuální výrobní prostředí |
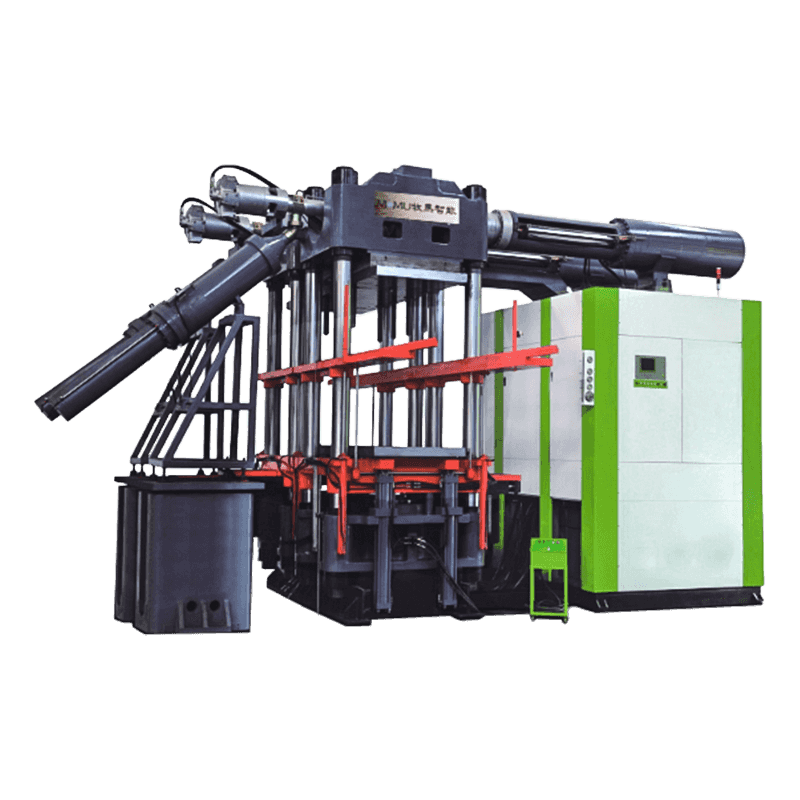
| Vertikální vstřikovací lis | Guma vstřikovaná pod tlakem do utěsněné formy | Složité 3D díly, zalisované komponenty, technická pryž |
| Membránový vakuový lis | Pružná silikonová membrána vytváří podtlak a tlak | Pryžové kompozity, zakřivené nebo nepravidelné podklady |
| Laboratorní / Stolní lis | Kompaktní jednotka pro jednodenní osvětlení s možností vakua | Výzkum a vývoj, testování sloučenin, běhy malých prototypů |
Výhody vakuové vulkanizace oproti standardnímu lisování
Investice do vakuové kapacity oproti konvenčnímu lisu na gumu je odůvodněna měřitelnými zlepšeními napříč několika kvalitativními a výrobními metrikami. Tyto výhody se stávají zvláště významnými při výrobě přesných dílů s úzkými rozměrovými tolerancemi, složitými geometriemi nebo mechanickými vlastnostmi kritickými pro výkon.
- Odstranění pórovitosti a dutin: Odstranění vzduchu před vytvrzením zabraňuje tvorbě vnitřních bublin a povrchových důlků, které snižují pevnost v tahu, prodloužení a těsnicí výkon pryžových dílů. To je zvláště důležité pro O-kroužky, membrány a lékařské pryžové výrobky, u kterých nelze vyjednávat o vnitřní integritě.
- Vylepšená povrchová úprava: Vakuové podmínky umožňují kaučukové směsi úplněji zatéct do jemných detailů formy, čímž vzniknou ostřejší hrany, čistší embosování textu nebo loga a hladší celkový povrch bez skvrn zachyceného vzduchu.
- Konzistentnější mechanické vlastnosti: Stejnoměrná hustota v celém vytvrzeném dílu znamená konzistentní hodnoty tvrdosti, pevnosti v tahu a nastavení tlaku v celé dávce – kritické pro díly používané při těsnění, izolaci vibrací nebo nosných aplikacích.
- Snížená míra zmetkovitosti a přepracování: Vady zjištěné při kontrole vyžadují buď přepracování, nebo sešrotování celého dílu. Vakuová vulkanizace podstatně snižuje výskyt puchýřů, pórovitosti a zkratových defektů, snižuje zmetkovitost as tím spojené náklady na materiál a práci.
- Kompatibilita se sloučeninami citlivými na vlhkost: Některé speciální kaučukové přípravky, zejména silikonové kaučuky a určité směsi EPDM, jsou zvláště náchylné k tvorbě puchýřů na povrchu způsobeném zbytkovou vlhkostí. Vakuové zpracování spolehlivě eliminuje tento poruchový režim bez nutnosti dalších kroků sušení.
- Lepší lepení v sestavách pryž-kov a pryž-látka: Když je pryž vulkanizována přímo na kovové vložky nebo textilní substráty, zachycený vzduch na rozhraní brání plné adhezi. Odsávání vakua před lisováním zajišťuje těsný kontakt mezi pryží a substrátem a vytváří pevnější a spolehlivější spoje.
Odvětví a produkty, které se spoléhají na vakuovou vulkanizaci
Vakuové stroje na vulkanizaci pryže slouží široké škále průmyslových odvětví, kde kvalita pryžových výrobků přímo ovlivňuje bezpečnost, spolehlivost nebo shodu s předpisy. Následující sektory představují nejvýznamnější oblasti použití.
Automobilové těsnění a těsnění
Automobilové pryžové komponenty včetně těsnění dveří, těsnění okenních kanálů, těsnění motoru a membrán brzdového systému jsou vyráběny vakuovou vulkanizací, aby byla zajištěna rozměrová stálost a absence vnitřních dutin, které by mohly vést k úniku nebo předčasnému selhání. Filozofie kvality automobilového průmyslu s nulovými závadami činí vakuové zpracování účinně povinným pro bezpečnostně kritické těsnící komponenty dodávané hlavním OEM výrobcům.
Lékařské a farmaceutické aplikace
Silikonové a pryžové komponenty pro lékařské účely – včetně pístů injekčních stříkaček, ventilových membrán, dýchacích masek a hadiček – musí splňovat přísné standardy čistoty a strukturální integrity. Vakuová vulkanizace eliminuje rizika kontaminace spojená se zachyceným vzduchem a zároveň zajišťuje hladkost povrchu a rozměrovou přesnost požadovanou pro biokompatibilní produkty. Mnoho norem pro zdravotnické prostředky implicitně vyžaduje vakuové zpracování jako součást správné výrobní praxe pro lisované pryžové díly.
Výroba podešví obuvi
V obuvnickém průmyslu se vakuové vulkanizační lisy používají k výrobě pryžových podrážek s ostrou definicí běhounu, konzistentní hustotou a silnou přilnavostí ke svrchním materiálům. Vakuová funkce je zvláště cenná při lisování tlustoprofilových podrážek, kde je zadržování vzduchu v hlubokých dutinách běhounu trvalým problémem při konvenčním lisování. Vakuové vulkanizační lisy karuselového typu jsou pro tuto aplikaci široce používány ve velkoobjemových továrnách na výrobu obuvi po celé Asii.
Letectvo a obrana těsnění
Pryžová těsnění a O-kroužky používané v leteckých hydraulických systémech, palivových systémech a environmentálních kontrolách musí splňovat extrémně přísné tolerance tvrdosti, kompresního nastavení a vnitřní jednotnosti. Standardní praxí pro tyto součásti je vakuová vulkanizace, protože následky selhání těsnění v provozu jsou vážné. Specifikace pryže pro letectví a kosmonautiku často výslovně nařizují vakuové lisování jako součást schváleného výrobního procesu.
Klíčové faktory, které je třeba vyhodnotit při výběru stroje
Výběr správného vakuového vulkanizačního stroje pro konkrétní výrobní aplikaci vyžaduje systematické posouzení procesních požadavků, objemů výroby a dlouhodobých provozních úvah. Upřednostnění nejnižší nákupní ceny bez vyhodnocení celkových nákladů na vlastnictví často vede k opakujícím se problémům s kvalitou a vyšším nákladům životního cyklu.
- Velikost desky a otvor pro denní světlo: Rozměry pracovní desky musí pojmout největší formu, kterou hodláte provozovat, s přiměřenou rezervou. Otvor pro denní světlo – maximální mezera mezi otevřenými deskami – musí být dostačující pro výšku formy plus vůli pro odstranění dílu.
- Maximální upínací síla: Vypočítejte požadovanou upínací sílu vynásobením projektované plochy dutiny vaší formy požadovaným lisovacím tlakem (obvykle 5 až 20 MPa v závislosti na pryžové směsi a geometrii součásti). Jmenovitá tonáž stroje musí tuto hodnotu pohodlně překročit.
- Dosažitelná úroveň vakua a kapacita čerpadla: Ujistěte se, že stroj může dosáhnout -0,095 MPa nebo lepší a že kapacita vakuového čerpadla je přizpůsobena objemu dutiny formy, takže cílové úrovně vakua je dosaženo během přijatelné doby prodlevy.
- Rozsah teplot a specifikace stejnoměrnosti: Ověřte, zda maximální provozní teplota pokrývá vytvrzovací teplotu vaší pryžové směsi, a vyžádejte si zdokumentované údaje o rovnoměrnosti teploty desky – ideálně ±2 °C nebo lépe po celém povrchu desky.
- Řídicí systém a protokolování dat: Pro výrobu kritickou pro kvalitu upřednostněte stroje s úplným protokolováním procesních dat, správou receptur a záznamem historie alarmů. Tyto funkce podporují ISO a požadavky na systém kvality specifické pro průmysl a zjednodušují analýzu hlavních příčin, když se vyskytnou závady.
- Poprodejní podpora a dostupnost náhradních dílů: Vakuové systémy, hydraulické komponenty a topná tělesa vyžadují pravidelnou údržbu a případnou výměnu. Potvrďte, že výrobce nebo jeho místní zástupce může rychle dodat důležité náhradní díly, a než se zavážete dodavateli, zkontrolujte záruční podmínky a dostupnost servisních techniků na místě.
Postupy údržby, které chrání výkon stroje
Vakuový vulkanizační stroj, který se dobře udržuje, poskytuje stálou kvalitu a prodlouženou životnost. Zanedbávání běžné údržby zejména vakuových a hydraulických systémů vede k postupné degradaci výkonu, která je často chybně diagnostikována jako problém procesu nebo materiálu spíše než jako problém stroje.
- Kontrolujte a vyměňujte olej ve vakuové pumpě v intervalech stanovených výrobcem – obvykle každých 500 až 1 000 provozních hodin – protože kontaminace olejem výrazně snižuje účinnost pumpy a dosažitelnou úroveň vakua.
- Před každou výrobní sérií zkontrolujte těsnění formy a O-kroužky a ihned je vyměňte, když je zjištěno opotřebení, komprese nebo poškození, protože i malé netěsnosti těsnění brání dosažení cílové úrovně vakua.
- Pravidelně ověřujte rovnoměrnost teploty desky pomocí kalibrovaného vícebodového měření termočlánkem a překalibrujte PID regulátory teploty, pokud odchylky překročí specifikaci.
- Sledujte stav hydraulického oleje a stav filtru, vyměňujte filtry a kapalinu podle plánu údržby, abyste předešli opotřebení ventilů a netěsnostem válce, které mohou způsobit nekonzistenci upínací síly.
- Udržujte povrchy desky čisté a bez nánosů pryže, protože nahromaděné zbytky vytvářejí nerovnoměrný kontakt s formami a způsobují lokální změny tlaku a teploty, které snižují kvalitu dílu.